Kako se naučiti žagati na tračni žagi. Žaganje zamrznjenega lesa na tračno žago
Ekonomska učinkovitost žagarske proizvodnje je v veliki meri odvisna od stopnje porabe surovin. Oprema, ki se uporablja v proizvodnji, racionalen razrez hlodovine glede na optimalne dobave, kompetentno načrtovanje razreza določajo učinkovito rabo virov in s tem visoko kakovost izdelkov.
Glavne sheme za rezanje žaganih surovin
Metode in sheme za rezanje hlodov so neposredno odvisne od zahtev glede kakovosti in velikosti izdelkov, značilnosti surovin in vrste uporabljene opreme.
Glavne metode žaganja hlodov
a - preganjati; b - s palico; b '- s prejemom dveh palic; b "- vadbene palice; v - sektorju; v '- žaganje sektorja na radialne deske; v "- na tangencialnih ploščah; g - segment; g '- razpad-segment; g "- segment žarka; d - krožna; 1 - neobrobljene deske; 2 - robne plošče; 3 - tirnica; 4- palice; 5 - deli hlodov v obliki sektorjev; 6 - deli hlodov v obliki segmentov; 7 - enostranske obrobne plošče
rezanje hlodov preganjati sestoji iz njegove delitve vzdolž vzporednih ravnin z enim ali več rezalnimi orodji. Ta shema vam omogoča, da dobite neobrobljene deske z različno razporeditvijo plasti glede na letne plasti. Metoda je racionalna pri rezanju hlodov do premera 18 cm in pri žagah z ukrivljenostjo debla (najpogosteje se uporablja pri rezanju brezovih surovin, ki imajo v 70 % primerov preprosto ali zapleteno ukrivljenost).
Neobrobljene plošče, pridobljene po naključnem rezanju, se predelajo v robne plošče ali prenesejo za razrez na surovce v neobrobljeni obliki.
V primeru, da je večina končni izdelki mora imeti določene dimenzije preseka, se uporablja metoda rezanja z barom. Ta shema se uporablja tudi za rezanje hlodov velikih premerov pri proizvodnji lesa za splošno uporabo.
Žaganje s palico se izvaja na opremi z več žagami v dveh prehodih. Hkrati se na prvi stopnji pridobijo palice iz okroglega lesa z debelino, ki je enaka širini zahtevane plošče. Nato se te palice razdelijo na deske zahtevanih dimenzij po debelini.
Za rezanje velikih grebenov se uporabljajo segment in sektor metode. Treba je opozoriti, da so te sheme specifične in se uporabljajo v posebnih vrstah proizvodnje za proizvodnjo tangencialnih in radialnih lesa.
Izvaja se individualni razrez velikih hlodov in hlodov z notranjo gnilobo na krožni način.
Obdelava okroglega lesa z rezkanjem
Oblikovanje odseka žaganih surovin z mletjem poteka s kombiniranjem te metode z žaganjem. V tem primeru se uporabljajo tri glavne sheme rezanja:
- pridobivanje dvorobnega žarka na prvem vozlišču;
- pridobivanje neobrobljenih desk in dvorenskega lesa na glavo stroja;
- pridobivanje profiliranega nosilca z dimenzijami, ki ustrezajo dimenzijam prečnega prereza obrobnega lesa z razvojem desk na eni opremi.
Obrobni les je polizdelek za nadaljnjo proizvodnjo obrobnega lesa z delitvijo lesa na deske.
Glavne metode rezanja hlodov z rezkanjem
a - pridobivanje dvorobnega žarka na stroju za glavo; b - pridobivanje dvorobnega žarka in neobrobljenih desk; c - pridobitev profilne palice; g - pridobivanje lesa z dolgimi robovi; e - pridobivanje robov lesa različne dolžine; e - pridobivanje robov različnih dolžin in širin; 1 - lesna cona; 2 - obrobljeni les; 3 - kodrasti les; 4 - dvorezni les; 5- neobrezan les
Koncept nastavitve za žaganje okroglega lesa
Komplet je niz žag, vpenjalnih in medžagnih distančnikov, nameščenih v okvir žage za pridobivanje žaganih materialov z določenimi parametri debeline.
Z drugimi besedami, dobava je načrt-shema za žaganje žaganih surovin (hlodov) enotne kakovosti in velikosti v izdelke določenih parametrov in kakovosti.
Pri žaganju v vaganju se nastavitev izvede z digitalno serijo, ki prikazuje debelino žaganih desk v milimetrih:
19-19-32-32-19-19.
Ta vrstica številk pomeni, da sta iz osrednjega dela hloda izrezani dve deski debeline 32 mm, iz stranskih delov pa štiri deske debeline 19 mm.
Pri razpadu s palico je na primer nastavitev zapisana v dveh vrsticah številk, za žaganje hloda (prvi prehod) in grede (drugi prehod):
19-19-150-19-19 (prvi prehod);
19-32-40-40-32-19 (druga podaja).
Tako kot v prejšnjem primeru te številke pomenijo, da se na stroju za glavo prve vrste, na kateri je žagan hlod, dobi en tram z debelino 150 mm in s tem štiri neobrobljene deske po 19 mm (dve na vsaka stran), na stroju drugih vrstic pa dobljeni les razžagamo na deske debeline 40, 32 in 19 mm.
Pri žaganju hlodovine na strojih z enojno žago nastavitev določa vrstni red rezanja.
Priprava dobav
Sestavljanje sklopa v bistvu pomeni definiranje optimalne velikosti in deleži desk glede na debelino, ki zagotavljajo racionalno uporabo preseka premera hloda.
Osnovna pravila za sestavo dostave:
- postavy mora biti simetričen;
- v enem kompletu ne sme biti plošč, ki se po debelini razlikujejo za manj kot 5 mm;
- začnite sestavljati komplet z največjim lesom glede na presek;
- dimenzije debeline plošč se morajo zmanjšati od osi hloda do oboda;
- ne predvidevajte žaganja več kot dveh tankih (16, 19 mm) plošč na robu garniture pri rezanju surovin na okvirje žage;
- izberite višino lesa na prvem prehodu glede na širino vodilnih desk v specifikaciji glede na dimenzije debelin desk;
- obraz lesa, žagan v drugem prehodu, razžagan na deske enake debeline;
- pri sestavljanju dobav za les brez navedbe specifikacij uporabite tabelarne ali grafične metode;
- pri žaganju po metodi s palico določite debelino palice iz razmerja (0,06-0,08) zgornjega premera hloda - d;
- nastavitev ne sme presegati vrednosti največjega obsega premera hloda;
- določi najmanjše debeline osrednjih plošč glede na to mizo:
Grafična metoda sestavljanja nalog
Možno je sestaviti racionalno dostavo v skladu z GOST-ji brez navedbe posebnih dimenzij preseka (brez nalog v obliki specifikacij) - z uporabo posebnih grafov.
Primer uporabe grafa mejnih debelin lesa po P.P. Aksenov
Za določitev mejnih debelin na abscisni osi se izriše razdalja od osi garniture do notranjega dela ploskve garniture zahtevane plošče. Nato se riše navpičnica, dokler se ne seka z nagnjeno črto, ki ustreza danemu premeru, in nastala presečišča se spusti na koordinatno os.
Graf optimalne debeline lesa po G.G. Titkov
drevo, skupaj z naravni kamen, je eden najstarejših gradbeni materiali. Kljub veliki raznolikosti različnih umetno ustvarjenih materialov, ki so trenutno prisotni na gradbenem trgu, je les še vedno v nenehnem povpraševanju. Les je vsestranski in razpoložljiv material, in noben gradbeni dogodek ne more brez njegove uporabe.
Glavna surovina za proizvodnjo lesa (tramovi različnih profilov, obrobljene in neobrobljene deske itd.) je hlodovina - osvobojena vej in vej, pa tudi iz najtanjšega zgornjega dela drevesnega debla. Hlodi se lahko uporabljajo kot popolnoma samostojen gradbeni material kot stebri, piloti, jambori itd., V večini primerov pa so podvrženi žaganju za pridobitev tramov in desk. O tem, kako žagati hlodec v deske, tramove in drug les, bomo še razpravljali.
Žaganje hloda se lahko izvede na različne načine:
- ročno, z orodjem za žago;
- na žagah;
- na strojih za obdelavo lesa in specializiranih linijah.
Cena lesa je v veliki meri odvisna od njegove debeline in količine proizvodnih odpadkov.
Da bi čim bolj racionalno izkoristili razpoložljive surovine in pravilno razrezali hlodovino, lesnopredelovalna industrija uporablja posebne sheme žaganja za zmanjšanje odstotka odpadkov in s tem znižanje stroškov končnega izdelka. Zato bi bilo pred samim žaganjem hloda koristno, da se seznanite s takšnimi shemami.
Orodje in oprema za žaganje hlodov

Glede na skupno število hlodov, njihovo dolžino, debelino in pričakovano kakovost prihodnjega lesa se za žaganje uporabljajo različna orodja in specializirana oprema. Za pridobitev majhne količine lesa doma je ročna metoda obdelave debla z motornimi žagami in običajnimi ročnimi žagami z zobmi za vzdolžno žaganje povsem sprejemljiva.
Žaga je dokaj pogosta vrsta žagarske opreme. Gre za lesnoobdelovalni stroj z okvirnimi žagami, namenjen vzdolžnemu rezanju hlodov za pridobivanje robnih desk in lesa. Na žagah je možno obdelati hlodovino s premerom od 15 do 80 cm in dolžino do 7 m.
Žaganje drevesnih debel na krožnih (krožnih) strojih se izvaja s pomočjo krožne žage. Takšni stroji so lahko enožagini (enojni disk) in večžagini (več diskovni). Krožne žage z enim diskom praviloma delujejo z majhnim in nizkokakovostnim začetnim materialom. Stroji z več diski so zasnovani za rezanje okroglega lesa velikega premera.

Trenutno so najbolj priljubljene tako imenovane tračne žage, tako navpične kot horizontalne. Kot orodje za rezanje uporabljajo trak tkanine, ki se nosi na škripcih. Stroji za pasove zagotavljajo kakovostno vzdolžno in mešano žaganje hlodovine v deske in tramove z minimalno količino odpadkov.
Linije za žaganje lesa se uporabljajo v velikih podjetjih pri proizvodnji lesa v industrijskem obsegu. Zagotavljajo visoko kakovost površine in natančno geometrijo končnega izdelka ter imajo najvišjo produktivnost.
Poleg naštetega se v množični proizvodnji lesa uporabljajo tudi druge vrste visoko specializirane žagarske opreme: stroji za lubje, obrezovanje robov, trakovno rezanje in drugi stroji.
Nazaj na kazalo
Vrste in metode rezanja hlodov
Pred žaganjem hloda na deske in tramove je pomembno izbrati najbolj optimalen način žaganja, ki ga določajo velikost, geometrija in kakovost površine bodočega lesa, potrebne tehnične zahteve in vrsta lesa. Glede na orientacijo na rastne obroče debla je mogoče ločiti vrste žaganja. tole:

- radialno, jasno izvedeno vzdolž polmera letnih obročev;
- tangencialno, ko se žaganje izvaja tangencialno na letne obroče, vzporedno z enim od polmerov;
- vzporedno oblikovanje, ko se rezanje poteka vzporedno s smerjo vlaken (tako je dosežen najmanjši naklon vlaken v lesu).
Glede na smer žaganja obstaja več načinov žaganja hlodov:
- žaganje za žaganje;
- žaganje s palico;
- segmentna metoda;
- sektorska metoda;
- krožno rezanje.

Žaganje se izvaja z več vzporednimi rezi vzdolž celotne ravnine odseka hloda in ne daje rezultata. obrobljena deska in dva croakers. Največ je žaganje na preprost način obdelava hlodovine in se uporablja predvsem za rezanje okroglih lesenih plošč majhnega premera, saj druge metode močno zmanjšajo širino končnega lesa.
Žaganje s palico sprva pomeni izrezovanje začetna faza dvorezni les in stranske deske. Tram se nato razžaga na robne deske enake širine. Do 60 % vseh surovin se razreže s palico. Pomanjkljivost te metode je potreba po hkratni uporabi dveh žag.
Zgornje metode so glavne. Posebne metode se uporabljajo veliko manj pogosto: sektor in segment. S sektorskim žaganjem se hlodec najprej razdeli na več fragmentov - sektorjev, od 4 do 8, odvisno od premera debla. Nato se ti sektorji razžagajo na plošče v radialni ali tangencialni smeri.
S segmentno metodo se iz osrednjega dela hloda izreže žarek, zaradi česar na straneh ostaneta dva tako imenovana segmenta. Nastale segmente nato razrežemo na tangencialne plošče.
Metoda krožnega žaganja se uporablja za individualni razrez hlodov in omogoča ločitev zdravega lesa od prizadetega. Pri krožnem žaganju se po žaganju naslednje deske ali več vzporednih desk deblo vsakič zavrti okoli vzdolžne osi za 90 °.
Za majhno lesnopredelovalno industrijo, specializirano za žaganje lesa na deske in tramove, je optimalna oprema za uporabo. Ima dobro produktivnost, omogoča raztapljanje velikih debla v les. Toda, da bi oprema med delom delovala s polno učinkovitostjo, morate vedeti, kako rezati tračna žaga. Upoštevanje določenih priporočil in značilnosti delovanja takšne enote vam bo omogočilo, da se izognete težavam in na izhodu dobite visokokakovosten poslovni material.
Postopek žaganja lesa s to žago se zvodi na to, da je hlodec nameščen in pritrjen na poseben okvir, ki deluje tudi kot vodilo. Po sodu se po tirnicah premika okvir z nameščenim rezalnim orodjem, ki ga poganja elektromotor ali motor z notranjim zgorevanjem.
Pripravljalna faza
Eden od glavnih pogojev za normalno delovanje opreme je pripravljalna dela pred žaganjem na tračni žagi. In vključujejo:
- čiščenje žaganega hloda pred umazanijo in peskom;
- ocena drevesa (pasma, vlažnost);
- izbira žage (oblika, profil, koti ostrenja zob) glede na material, ki se reže;
- pravilno izvajanje nastavitvenih del (napenjanje rezalnega elementa, pogonskih jermenov).
Pravilna pripravljalna dela vam bodo omogočila hitro žaganje lesa ustrezne kakovosti.
Pomemben dejavnik za normalno žaganje je pravilno ostrenje in nastavitev žage. Ta dela je treba izvajati samo na posebnih strojih. Dobro nabrušena žaga s pravilno izbranim profilom zob bo zagotovila visoko hitrost dela in čist rez.
Pozornost je treba nameniti nastavitvi rezila. Pravilno napet trak bo zagotovil enakomeren rez. Vsaka kršitev napetosti bo povzročila "valovitost" površine plošč ali hitenje rezalnega orodja.
Več peska in umazanije na lesu, hitreje bo žaga postala dolgočasna, kar bo močno vplivalo na delovanje opreme. Zato je bolje pripraviti material pred žaganjem, pa tudi pravočasno izostriti in nastaviti rezalno orodje.
postopek žaganja
V procesu žaganja je pomembno zagotoviti enakomerno hitrost gibanja postelje vzdolž hloda. To bo odpravilo možnost premikanja traku v prostem teku in zagotovilo največjo produktivnost.
Pred žaganjem lesa z visoko vsebnostjo smole na tračni žagi je treba paziti, da se na območje rezanja dovaja voda ali čistilna raztopina. To bo preprečilo lepljenje zob in zagotovilo dobro hitrost rezanja.
Po vsakem prehodu morate oceniti kakovost reza in se prepričati, da ni "valovitosti", in šele nato nadaljujte z rezanjem hloda. To vam bo omogočilo, da takoj prepoznate težave s konfiguracijo opreme in jih pravočasno odpravite.
Občasno je treba gibljive elemente žage očistiti iz žagovine. S tem boste odpravili nepotrebne tresljaje med delovanjem enote, ki lahko vplivajo na kakovost žaganja, hkrati pa boste podaljšali življenjsko dobo enot.
Na splošno žaganje na tračni žagi ni težko, glavna stvar je v celoti upoštevati priporočila proizvajalca glede delovanja. ne smemo zanemariti in pripravljalna dela, saj je delovanje enote neposredno odvisno od njih.
Plošče in les so eden glavnih gradbenih materialov. Vendar nimajo vsi finančnih sredstev za nakup končne plošče. V takih situacijah je eden od izhodov samostojna spravila lesa na parceli, vzeti iz gozdarstva.
Prednost motorne žage kot orodja za žaganje hlodov
Hlod lahko žagate z žago, plinsko ali električno žago in dodatnimi napravami. Pri izbiri enega od teh orodij je treba upoštevati obseg prihodnjega dela. Stroški najcenejše stacionarne žage, skupaj z vsemi komponentami, znašajo 150 tisoč rubljev. Motorna žaga je veliko cenejša. Primernejša je od električne žage iz naslednjih razlogov:
- Za delovanje orodja ni potrebna električna energija - to omogoča uporabo motorne žage na parcelah.
- Je močnejša od električne žage.
- Zažene se gladko in omogoča priročno prilagajanje hitrosti, kar zmanjša verjetnost zloma verige.
- Delovanje inercialne zavore je hitrejše od delovanja električne žage.
- Dolg delovni čas brez prekinitev - do ene ure.
- Lahko se uporablja v pogojih visoke vlažnosti.
Vrste delovnih šob
Pri žaganju hlodov z motorno žago se uporabljajo različne šobe.
- Šoba za vzdolžno rezanje. Uporablja se za žaganje hlodov vzdolž, postopek poteka v vodoravnem položaju. Po delu mojster prejme enako debelino izdelka. Končni materiali so podvrženi procesu sušenja, po katerem se plošče uporabljajo v gradbeništvu. Avtor videz naprava je okvir majhne velikosti, je na vsaki strani pritrjen na pnevmatiko.


- Bobnasti razlubnik (okrogel). S pomočjo takšne šobe je enostavno raztopiti hlod, deluje zaradi prenosa klinastega jermena. Na pasove je pritrjen na obeh straneh, v ta namen se uporabljajo posebni škripci. Hitrost vrtenja gredi je odvisna od velikosti jermenic, zato je delovanje šobe enostavno spremeniti. Ta tehnologija prisili mojstra, da skrbno spremlja vsako stopnjo postopka, nekateri strokovnjaki med tem rezom uporabljajo pomočnika. Toda ta možnost zahteva povečane varnostne ukrepe.
- Žaganje z lahko šobo. Metoda ni nič drugačna visokozmogljivo vendar se uporablja precej pogosto. Element je pritrjen na eni strani, vendar so obdelovanci rahlo neenakomerni. Takšni materiali so potrebni za gradnjo lopov ali ograj.
Značilnosti žaganja z domačim orodjem
Hlod lahko enostavno razrežete na deske s pomočjo samoizdelanega orodja. To je enostavno narediti. Če želite to narediti, sledite tem korakom:
- Kot oporo morate uporabiti okvir iz šolske mize ali cev z odsekom v obliki kvadrata, njegova optimalna velikost je 20x20 in je dovoljeno več.
- Treba je zgraditi dve objemki, na enem koncu namestiti prečni nosilec z dvema luknjama za vezne vijake in na sredini narediti izboklino za pnevmatiko.
- Za vzdolžno žaganje hloda na deske morate izdelati podporni okvir, njegova širina mora biti sedem do osem centimetrov manjša od dolžine.
- Nato sta dva dela dolga deset centimetrov privarjena na obe strani, naredijo se luknje za vijake, na sredini je pritrjen ročaj za lažje upravljanje.
- Nato morate objemke vstaviti v utore, namestiti pnevmatiko, skrbno popraviti vse.
Z domačim orodjem ni težko delati, to bo zahtevalo koze, služile bodo kot podpora. Poleg tega morate pripraviti kovinsko tirnico ali desko, da jo uporabite kot vodilo. Od spodaj je položen hlod, nastavljena je zahtevana višina za delo.




Postopek za opravljanje pripravljalnih del
Če želite hlod razrezati po dolžini, morate izvesti naslednje zaporedje dejanj:
- Vzemite dve ravni deski in pritrdite eno na drugo pod pravim kotom. Rezultat je močan vodilni vladar.
- Za vzdrževanje izdelanega ravnila morate narediti postanke iz desk.
- Premikanje debla je treba izvesti s pomočjo nagiba.
- Dnevnik je treba postaviti na udobno podlago.
- Na pnevmatiki motorne žage z maticami morate pritrditi okvir.
- Podpore vodilnega ravnila je treba pritrditi na konce hloda, pri čemer preverite vodoravni položaj z nivojem.
- Za pritrditev vseh nosilcev in konstrukcijskih elementov je treba uporabiti samorezne vijake. Nohti niso primerni za te namene, saj jih je v prihodnosti težko odstraniti, ne da bi pri tem poškodovali strukturne podrobnosti.
- Vodilno ravnilo je treba pritrditi na nosilce z nosilci in nastaviti njegovo višino, pri čemer je treba upoštevati, da rez ne bo šel vzdolž njega, ampak približno en centimeter višje.
- Hlod je treba zasukati, drugo desko pa pritrditi tako, da leži na tleh in podpira hlodovino.
Postopek za opravljanje osnovnega dela
- Zdaj morate zagnati motorno žago in narediti prvi rez.
- Nato morate hlod osvoboditi omejevalnikov in desk ter pritrditi vodilno ravnilo na površino reza hloda v smeri naslednjega reza. Ravnilo je pritrjeno neposredno na površino ali na konce hloda s pomočjo podpor. Drugi rez je narejen pravokotno na prvi rez.
- Hlod mora biti obrnjen in pritrjen z desko neposredno na tla.
- Za izvedbo naslednjih korakov ni potrebno vodilno ravnilo. Ena od rezanih stranic služi kot vodilo.
- Debelino reza na okvirju je treba prilagoditi in hlodovino odžagati z druge strani tako, da dobimo letev z lubjem, ki ostane le na eni strani.
- Ta žarek je treba obrniti in pritrditi tako, da je pritrdilna točka pritrdilne plošče čim nižja.
- Nato je treba okvir prilagoditi zahtevani debelini deske in les razžagati na deske.
Varnostna pravila pri opravljanju dela
- Ne uporabljajte žaginega lista brez ščitnika.
- Nosite naušnike, rokavice, očala, težka oblačila in respirator.
- Ne vlijte goriva v vroč rezervoar orodja, počakajte, da se ohladi.
- Otroci se ne smejo dovoliti v delovno območje.
- Orodje je treba zagnati na tleh z zategnjeno zavoro verige, ki jo morate sprostiti tik pred začetkom rezanja.
- Vedno morate imeti pri roki komplet prve pomoči.
- Pri delu morate motorno žago držati za ročaj loka in jo premikati naprej vzdolž vodila. Ne pritiskajte močno na motorno žago - premikati se mora prosto.
- Desničarji naj položijo hlod na desno stran, levičarji na levo.
Specifikacija žagarskih surovin je podana v nalogi za predmetni projekt.
V skladu s specifikacijo je potreben obrobljeni les, katerega pomemben del je določena širina. Zato je izbrana lesna metoda rezanja hlodov. Poleg tega so za razrez namenjena hlodovina s premerom 34, 32, 30, 28 in 26 cm, ki jih je mogoče žagati po tej metodi. V specifikaciji lesa so najtežji (osnovni) sortiment deske debeline 50 mm in širine 275 mm. Pri izdelavi lesa določenega odseka v skladu s pravili za sestavljanje kompletov pri žaganju s palico je debelina palice največje prostornine 0,6-0,8 zgornjega premera hloda. Zato se za proizvodnjo lesa širine 275 mm izberejo žagane surovine s premerom 34 cm. Hkrati z glavnim asortimanom je zagotovljeno žaganje lesa debeline 25 in 19 mm.
V tabeli. 8.1 prikazuje nastavitev št. 1 za desko s presekom 50275 mm, deske debeline 25 in 19 mm iz hlodov s premerom 34 cm.
Določimo prostornine desk glavnega in prehodnega asortimana iz hlodov s premerom 34 cm s prostornino 94,16 m 3:
Dobljene vrednosti so zabeležene v ustreznih stolpcih "Načrta za razrez hlodov v les".
Skupni les za dostavo (m 3). Pravilnost izpolnjevanja »Načrta razreza hlodovine v žagan les« se ugotovi tako, da se izračunani volumenski donos primerja z dejanskim izplenom po dobavi P = 65,41 %.
V tem primeru je bila naloga za proizvodnjo žaganega lesa glavnega sortimenta preveč izpolnjena. Preostalo količino hlodov je mogoče razžagati v naslednji les v skladu s specifikacijo.
Nastala vrednost se zabeleži v načrtu za razrez hlodov, ker surovina tega premera ostane, jo uporabimo za pridobitev naslednjega glavnega asortimana 50 × 200 mm. in izračuni se ponovijo.
Podobno naredimo izračune za naslednje odseke, rezultati izračuna so zabeleženi v tabeli. 8.1.
Žaganje lesa je cikel dejanj z uporabo različnih tehnologij, katerih cilj je pridobivanje lesa iz okroglega lesa, primernega za nadaljnjo uporabo v industriji.Trajanje in delovna intenzivnost postopka sta odvisna od izbranega načina obdelave okroglega lesa, pa tudi od časa obdelave lesa. leto.
Orodje in oprema
V proizvodnjo gredo debla in velike veje. Ves material je razdeljen v skupine glede na debelino in prisotnost lubja. Lesnopredelovalna podjetja imajo pogosto v bližini mesta spravila delavnice, v katerih so nameščeni stroji za začetno obdelavo lesa.
Ročno lubje gozda
Les, ki ni prestal fazo lubja, se lahko uporabi pri gradnji podov ali kot slemenski gred v ustrezni notranjosti ali kot podporna naprava pri gradnji.
Industrijsko odstranjevanje lubja
Če je načrtovana druga možnost uporabe drevesa, se izvede žaganje, kar ima za posledico naslednje segmente:
- neobrobljeni in polrobni (grobi material, iz katerega so pritrjene podlage tal, sten ali stropa);
- obrobljena (zasnovana za dodelavo talnih oblog).
Žaganje lahko izvede terenska organizacija, ki ima vse bistveno orodje.
Zemljevid žaganja dreves
Racionalna uporaba materiala je zagotovljena s skladnostjo z žaganjem. To vam omogoča zmanjšanje stroškov zaradi odpadkov, katerih odstotek lahko kartica znatno zmanjša. Uporabljena orodja in vrste opreme za obdelavo gozdov so odvisne od prostornine, želene kakovosti in velikosti končnega lesa.
Stroj za žaganje lesa
Najpogosteje uporabite krožno žago in različne stroje:
- krožna žaga vam omogoča natančne reze v različnih smereh. Primerno tako za profesionalno kot domačo uporabo, odlično se spopada s premerom okroglega lesa nad povprečjem;
- motorna žaga;
- Stroji za čisto odstranjevanje lubja;
- žaganje na tračni žagi omogoča obdelavo gostih hlodov, velja za najbolj priljubljeno, saj je izhod visokokakovosten material in majhna količina odpadkov;
- disk stroj: izdelava dvorenskega lesa in neobrobljenih desk;
- okvirna žaga ne potrebuje temeljev, tehnologija z njeno uporabo vam omogoča namestitev opreme v neposredni bližini mesta rezanja;
- razredčilo obdelujejo univerzalni stroji, proizvodnja daje visokokakovostne gradbene materiale tudi iz nizkokakovostnih bičev;
- žaganje okroglega lesa v velikem lesnopredelovalnem podjetju je treba izvesti z največjo količino žaganega lesa, ki se od ostalih razlikuje po posebni kakovosti in natančnih dimenzijah. V ta namen so nameščene posebne vrvice za žaganje.
Na žagi dobimo tram in robno desko zaradi reza hloda do 7 m dolžine in premera 15-80 cm vzdolž vzdolžne črte. Krožna žaga ima enega ali več diskov, obdeluje različne premere gozda glede na njihovo število.
Če je doma potrebno obdelati majhno količino lesa, lahko uporabite običajno motorno žago.
rezanje lesa
Preden izberete orodje, se morate odločiti za vrsto reza, pri čemer se osredotočite na letne obroče hloda. Obstaja več vrst:
- radialno (vzdolž polmera);
- tangencialno (rez je vzporeden z enim polmerom, se dotika letnih obročev);
- vlakna so razporejena vzporedno z opravljenim rezom.
Med načini rezanja je izbrana tista, ki je najbolj primerna za določen primer:
- Razval. Žaganje lesa na ta način se izvaja za listavce z majhno debelino debla, velja za najpreprostejšo obdelavo. Izhod: neobrobljeni elementi in plošče.
- Če obstaja še en lesnoobdelovalni stroj, potem je mogoče rezati do 65 % materiala za izdelavo robnih plošč enake širine. Najprej se ob straneh razžagajo dvorezni les in deske, nato pa iz lesa dobimo določeno količino obrobnega lesa.
- Bolj specifične metode so sektorsko in segmentno žaganje. Število elementov pri prvi metodi se giblje od 4 do 8 in je odvisno od debeline debla. Po ločitvi se elementi žagajo iz vsakega sektorja vzdolž tangencialne ali radialne črte. Druga metoda se začne z izstopom žarka iz osrednjega dela, deske pa so žagane s stranskih segmentov v tangencialni smeri.
- Za individualno žaganje lesa je primerna krožna metoda. Temelji na obračanju hloda vzdolž vzdolžne črte za 90° po vsaki žagani deski. To vam omogoča spremljanje kakovosti lesa in pravočasno odstranjevanje prizadetih območij debla.
Ročno izdelan: aplikacija z motorno žago
Za domače rezanje več debla ni priporočljivo kupiti orodja, katerega stroški so večkrat višji od cene končnih izdelkov. Če imate potrebno znanje, potem je učinkovitejše in ceneje opraviti vsa potrebna dela z običajno motorno žago ali verižno opremo, ki jo poganja električna energija. Seveda takšno delo zahteva veliko več fizičnih stroškov in časa, vendar se cena izdaje bistveno zmanjša.
Vrtna dela zahtevajo obrezovanje sadno drevje, prav tako pa je mogoče dodatno izdelati material za gospodarska poslopja, ne da bi se zatekli k storitvam strokovnjakov, tako da bi vsak vnet lastnik raje kupil motorno žago. Najpogosteje se iglavci nabirajo za dom in to orodje odlično opravi njihovo žaganje. Zahvaljujoč enakomernim deblom je lažje začrtati linije reza, kar poveča hitrost dela. Mimogrede, strokovnjaki najpogosteje uporabljajo motorno žago, saj je močnejša od električne in jo lahko uporabljate kjer koli, ne glede na to, ali je na mestu rezanje ali žaganje napajalnikov.
Za delo z motorno žago pri rezanju hlodov boste potrebovali takšno napravo, kot je šoba na žagi, pa tudi vodila za žaganje in pritrdila za podnožje debla. Šoba v obliki okvirja je pritrjena na orodje, tako da je še vedno mogoče prilagoditi razdaljo med verigo in samim okvirjem. To se naredi, da se omogoči proizvodnja končnega lesa, različne debeline. Za vlogo vodila lahko vzamete profil želene dolžine ali ravno leseno desko z zadostno togostjo. Za orodje je izbrana posebna veriga, namenjena rezanju debla vzdolž. Njegova razlika od ostalih je v zobeh, izostrenih pod določenim kotom.
Pred začetkom dela je potrebno ne le pripraviti vsa potrebna orodja. Ne glede na to, ali je za obdelavo debla namenjen lesnoobdelovalni stroj ali ročna naprava, je prvi korak, da se seznanite z zemljevidom reza. To se naredi, da se zmanjša odstotek odpadkov in poveča donos koristnih izdelkov.
Prva stvar, na katero morate skrbeti pri raztrganju, je enakomerna gostota končnih plošč. Da bi to naredil, usposobljen žagar usmeri orodje z vzhodne strani hloda proti zahodu ali v nasprotni smeri. To je posledica večje gostote okroglega lesa v njegovem severnem delu kot v južnem.
Nato se plošča odstrani z obeh strani z motorno žago tako, da dobimo dvorobni žarek. Po drugi strani je žagan v skladu s shemo žaganja, izbrano na začetku dela. Izhod daje neobrobljeno desko. Če je v prtljažniku določen odstotek napak, je možen krožni rez, pri čemer se deblo obrne pod pravim kotom ali 180 °.
Količina končnega materiala, znižana cena
Izhod uporaben material pri iglavcu in trdem lesu se razlikuje v odstotkih. Za les, pridobljen iz iglavcev, so značilni po naslednjih kazalcih:
- pod pogojem, da operacijo izvaja strokovnjak in se uporablja žaga, bo odstotek gotovega lesa najvišji (80-85%);
- robni material, ki ga dajejo stroji, je v povprečju 55-70 %;
- neobrobljena deska pri delu z motorno žago pusti do 30% odpadkov.
Številke so podane brez upoštevanja končnega zavrženega lesa, katerega količina lahko doseže 30%. Vendar se tak material uporablja za izdelke, ki omogočajo določeno poroko.
Končni izdelki iz lesa po žaganju
Listopadni okrogli les daje 60 % končnega neobdelanega lesa in približno 40 % obrezanega lesa. To je posledica začetne ukrivljenosti okroglega lesa. Količino prejetih izdelkov lahko povečate: za to bodo potrebni različni stroji za obdelavo lesa. Določena vrsta pritrditve lahko poveča količino lesa za 10-20%. Za eno kocko lesa boste potrebovali približno 10 kock okroglega lesa iz trdega lesa. Cena montaže dodatna oprema bo poplačal stroške končnega lesa. Posebne linije dajejo več volumna, vendar je njihova uporaba priporočljiva le na velikem območju. Povprečna cena žaganja lesa na običajni žagi bo približno 150-180 rubljev na kubični meter desk.
žaganje zemljevida
Karta žaganja je izračun optimalne količine končnega lesa iz enega hloda. Lahko se izračuna neodvisno za vsak poseben premer hloda ali pa uporabite računalniški program, kar močno olajša izračun, in katerega cena je precej ugodna.
Donos materiala po žaganju lesa
Ali pa je vir lahko redni vodnik po žaganju. Rezultat je tabela, ki je vzeta kot osnova. Žaga mora biti vedno orientirana na svoje podatke, da bi pridobila več lesa vseh vrst lesa.
V tem članku bomo govorili o tem, kako se rezanje hlodov izvaja na tračni žagi. Poleg tega bomo razmislili, kakšna so merila za izbiro enega ali drugega načina obdelave lesa in kako to vpliva na značilnosti končnega lesa.
Metode za rezanje hlodov za pridobivanje različnih lesov so se že dolgo razvijale in izboljševale, saj je to edini način, da iz debla masivnega drevesa dobimo obrobo, les in druge kategorije podobnih izdelkov.

Primer tega, kar je mogoče dobiti iz običajnega dnevnika
Že dolgo do danes so se metode obdelave lesa razvijale, poleg tega pa se je pojavila nova, bolj produktivna oprema, ki vam omogoča hitro in z minimalno količino proizvodnih odpadkov pridobiti potreben les.
Značilnosti obdelave lesa

Tabela rezanja za avtomatsko obdelavo lesa
Navodilo za predelavo surovin in pridobivanje žaganih izdelkov sestavljajo številne tehnološke operacije, vključno z vzdolžnim razrezom hlodovine, obrezovanjem in razrezom žaganega lesa na širino, sortiranjem po standardnih velikostih, sortiranjem po kakovosti izdelave, sušenjem in skladiščenjem.
Vsaka od teh stopenj je pomembna z vidika kakovosti končnega izdelka. Toda razrez je najbolj zamudna in odgovorna faza, v kateri se oblikujejo glavne značilnosti končnega lesa.

Shema rezanja, običajni žagani izdelki
Priprava načrta za razrez hlodov v les (izbor primeren način obdelava) je odvisna od vrste lesa, od standardnih velikosti surovin, od stopnje vlažnosti, od gostote in trdote ter od mnogih drugih dejavnikov. Seveda je način predelave surovin v veliki meri določen glede na stopnjo tehnične opremljenosti podjetja.
Razmislite, katera oprema se uporablja za industrijsko žaganje lesa in katere metode so pomembne za vsako kategorijo te opreme.
Oprema za rezanje in značilnosti njene uporabe

Primer obdelave lesa s skupinskimi krožnimi žagami
Za vzdolžni razrez hlodov se uporabljajo naslednje kategorije opreme:
- Enotračne ali krožne (krožne) žage - tradicionalna rešitev rabljen dolgo časa.
- Skupina okvirnih žag je bolj progresivna rešitev, ki vam omogoča znatno povečanje produktivnosti predelave surovin, ne da bi pri tem ogrozili kakovost končnega izdelka.
Podrobneje razmislimo o značilnostih uporabe naštetih kategorij opreme.
- Individualno žaganje je metoda, pri kateri se uporabljajo posamezne žage. V tem primeru je v enem prehodu žage mogoče dobiti samo en rez. Zato lahko celotno deblo razrežemo v več prehodih.
Pomembno: Prednost posameznega žaganja je neodvisnost vsakega naslednjega reza od prejšnjega.
To pomeni, da se žaganje lahko izvaja v različnih ravninah.
Posledično je mogoče bolj racionalno uporabljati določene lastnosti različnih delov hloda.
Hkrati je ta metoda neučinkovita in zato ni primerna za uporabo v velikih lesnopredelovalnih podjetjih.
- Skupinsko žaganje je tehnološki postopek, pri katerem se uporablja skupina okvirnih žag.
prednost ta metoda je, da se hlod v celoti razreže v enem prehodu. To prihrani čas in posledično zmanjša stroške proizvodnje. Vendar se morate spomniti, da se skupinsko žaganje izvaja v eni ravnini.
Do danes so najbolj razširjene naslednje kategorije opreme za skupinsko žaganje:
- ozko-prozorni vertikalni okvirji, stroji s krožnimi žagami, rezkalne žage (premer predelanih surovin od 14 do 22 cm).
- srednje lahki navpični okvirji (premer od 24 do 48 cm)
- široko prozorni navpični okvirji, dvojne in štirikratne tračne žage (premer predelanih surovin nad 50 cm).
Glavne metode vzdolžnega žaganja

Izgleda kot miza za rezanje hlodov na tračni žagi
Torej, zdaj, ko smo preučili trenutne metode obdelave lesnih surovin s posebno opremo, bomo razmislili o značilnostih izvajanja teh metod.
V sodobni lesnopredelovalni industriji se uporabljajo naslednje metode rezanja:
- "Razval" - metoda žaganja hlodov, pri kateri so rezane ravnine med seboj vzporedne. Glede na lokacijo lesa v hlodu se razlikuje jedrna plošča ali les; osrednje deske, katerih ena od ravnin poteka vzdolž vzdolžne osi hloda; stranske deske.

Na fotografiji je deblo drevesa, nameščeno v rezalni stroj
Pomembno: Ta način obdelave lesnih surovin velja za najpreprostejši in najmanj naporen.
Vendar morate upoštevati, da so končne lesene deske neobrobljene, zato boste morali dodatno narediti prečni prerez hloda.
- "S palico" - metoda vam omogoča, da dobite palico z dvema robovoma. Preostanek hloda je razžagan na neobrobljene stranske deske in trak. To pomeni, da se rezanje izvaja ne v enem, ampak v dveh prehodih. Poleg tega se vrste žag, ki se uporabljajo za prvi in drugi prehod, razlikujejo tako po številu rezalnih površin kot po njihovi smeri.

Rezalni rob tračne žage
Oprema, na kateri se les izdeluje, se imenuje stroj prve vrste, oprema, s katero se les razreže na posamezne deske, pa stroj druge vrste.
- "Sektorska" metoda, pri kateri se hlod razreže na ločene sektorje, iz katerih se nato izdelajo deske.
Žaganje po tej metodi se izvaja v enem prehodu, ko gredo rezalno orodje zaporedno ali v več prehodih, ko se v začetni fazi pridobijo vzdolžni sektorji, v naslednjih fazah pa se ti sektorji razdelijo na les.
Sektorska metoda je pomembna za proizvodnjo radialnega in tangencialnega žaganega lesa. Glede na premer hloda in zahtevane mere obdelovanca se žaganje izvaja le na četrtine ali na četrtine, nato pa razrez na manjše sektorje.
Pomanjkljivosti te metode vključujejo delovno intenzivnost, saj se zemljevid rezanja hlodov sestavi posamezno. Poleg tega se pri predelavi lesnih surovin izkaže veliko število odpadki. - Segmentna metoda vključuje žaganje debla na vzdolžne segmente, ki se nato razrežejo na deske zahtevane velikosti.
- Metoda lomljenja segmentov vključuje hkratno izdelavo segmentov in njihovo žaganje v les zahtevane velikosti v enem prehodu
- Segmentno-žarkovna metoda, pri kateri se stranski segmenti sočasno razžagajo, iz srednjega (osrednjega) dela pa dobimo dvorobni žarek.
Metoda vključuje rezanje v dveh prehodih. Med prvim prehodom se hlod razdeli na nadvišane in stranske segmente. Med drugim prehodom se segmenti razdelijo na manjše deske. - Krožno žaganje vključuje obdelavo hloda, pri kateri se deske zaporedno žagajo. Med obdelavo se obdelovanec vrti okoli svoje osi, potem ko je naslednja plošča odžagana.
Zaradi kompleksnosti in individualnega pristopa se krožno žaganje v industrijskem obsegu praktično ne uporablja. - Metoda agregata vključuje predhodno mletje lesena hloda, po katerem nastali žarek z kvadratni prerez razrežite na potrebno število plošč. Med mletjem nastane velika količina tehnoloških sekancev, ki se nato uporabljajo za izdelavo iverne ali vlaknene plošče.
Značilnosti prečnega rezanja

Najpogostejša konfiguracija prečnih žag
Prerez hloda se imenuje obrezovanje in se izvaja s posebnimi krožnimi žagami. Kljub temu, da se cena žaganega lesa zaradi obrezovanja zvišuje, je ta faza obvezna pri industrijski predelavi lesa. Prečni razrez se izvede na koncu vzdolžnega žaganja hloda.
Les po sušenju ima pogosto preprosto, prečno in valovito ukrivljenost. Takšne deformacije z lastnimi rokami je težko popraviti. Za zmanjšanje stopnje deformacije lesa se izvede obrezovanje, med katerim se del lesa, ki je bil podvržen upogibanju, preprosto odreže.

Avtomatizirana linija za rezanje lesa
Za izvedbo teh del se uporablja prečni rezalni stroj v obliki okvirja z žago z nižjo lokacijo. Pri prečnem rezanju nastajajo tehnološki odpadki, ki jih lahko predelamo v sekance in uporabimo za izdelavo ivernih plošč. Lokacija reza se določi v skladu z vrsto sortimenta in ob upoštevanju napak obdelanega lesa.
Načini izvedbe prečnega rezanja

Stroj za obrezovanje v industrijski delavnici
Trenutno domači in tuji proizvajalci proizvajajo široko paleto obrezovalnih strojev.
V skladu s konfiguracijo opreme in stopnjo njene avtomatizacije je mogoče izvesti več možnosti za obrezovanje:
- Obrezovanje tramov in desk v skladovnici pri določeni konstantni dolžini. Ta možnost se uporablja pri izdelavi različnih mizarskih izdelkov (vrata, okna, stopnice itd.), lepljenega lamelnega lesa in strukturnih elementov za leseno stanovanjsko gradnjo.
- Obrezovalne deske različnih dolžin. Med tem tehnološki proces plošče se dovajajo na delovno orodje, kjer se samodejno merijo. Nato krmilna enota izbere optimalno kombinacijo obdelovancev, ki jih je mogoče razrezati v enem prehodu v skladu z določeno specifikacijo.
- Soočanje z odpravo napak s spremenljivo dolžino končnega izdelka. Ta komplet opreme omogoča zmanjšanje količine vozlov, gnilobe, pigmentnih madežev in mehanskih deformacij z odrezovanjem problematičnih področij s konca obdelovanca.
Ta možnost se pogosto uporablja pri izdelavi pohištvenih fasad, kjer je dovoljeno lepljenje lamel za pridobitev trdne plošče. Izbira te možnosti obrezovanja omogoča zmanjšanje količine proizvodnih odpadkov na minimum in s tem znižanje stroškov končnega izdelka. - Soočanje z odpravo napak pri fiksnih standardnih velikostih končnih izdelkov. V tem primeru so vsi surovci razrezani na enako dolžino v skladu s specifikacijo.
Ob upoštevanju posebnosti tehnološkega procesa je treba opozoriti, da so tako pridobljeni izdelki najdražji, saj ostane velika količina odpadkov.
Zaključek
Zdaj imamo splošno predstavo, kako in s kakšno opremo se izvaja industrijska obdelava lesa. Ali obstajajo vprašanja, ki jih je treba pojasniti? V tem primeru priporočamo ogled videoposnetka v tem članku.
 Ali ureaplazma prehaja sama (ali lahko prehaja sama)?
Ali ureaplazma prehaja sama (ali lahko prehaja sama)? PCR analiza za odkrivanje klamidije Chlamydia PCR kako narediti
PCR analiza za odkrivanje klamidije Chlamydia PCR kako narediti COC z različnimi dnevnimi odmerki: kako izbrati, pregled najboljših zdravil
COC z različnimi dnevnimi odmerki: kako izbrati, pregled najboljših zdravil Ureaplasma parvum: značilnosti, testi, simptomi pri ženskah in moških, kaj je nevarno, ali je treba zdraviti
Ureaplasma parvum: značilnosti, testi, simptomi pri ženskah in moških, kaj je nevarno, ali je treba zdraviti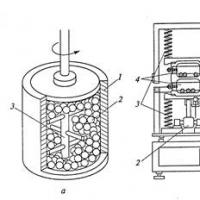 Osnovne tehnologije za pridobivanje nanomaterialov
Osnovne tehnologije za pridobivanje nanomaterialov Kako povedati čas v angleščini?
Kako povedati čas v angleščini? Uvod v multivariatno statistično analizo
Uvod v multivariatno statistično analizo