Naredite sami spajkanje polipropilenskih cevi na primeru - navodila. Kako spajkati polipropilenske cevi na težko dostopnih mestih Kako spajkati polipropilenske cevi
V zadnjem času tradicionalni litoželezni in jekleni cevovodi vse bolj nadomeščajo sodobnejši izdelki kemične industrije – PVC in polipropilenske cevi in cevi. Toda novi materiali zahtevajo drugačno tehnologijo povezovanja cevi in spajkanje je v tem primeru najučinkovitejše.
Opomba! Temperatura spajkanja, ki vpliva na kakovost povezave, je odvisna od dimenzij izdelkov – to je razvidno iz spodnje tabele.
| Polipropilenske cevi, označevanje | Lastnosti in namen |
|---|---|
| PN 10 | tehnične lastnosti so sprejemljive za oskrbo s hladno vodo do 20 stopinj Celzija, topla sistemska tla do 45 stopinj, pri delovnem tlaku 1 MPa |
| PN 16 | značilnosti določajo uporabo tako za toplo (do 60 stopinj Celzija) kot za hladno vodo, nazivno delovni tlak- 1,6 MPa |
| PN 20 | tehnične značilnosti te vrste cevi omogočajo uporabo v sistemih za toplo vodo s temperaturami do 95 stopinj, nazivni tlak - 2 MPa |
| PN 25 | ojačana polipropilenska cev: lastnosti so primerne za oskrbo s toplo vodo, pa tudi za sistem centralno ogrevanje do 95 stopinj toplote, nazivni tlak - 2,5 MPa |
Korak 1. Izbira enega ali drugega izvornega materiala je neposredno odvisna od prihodnje destinacije. Glavno merilo za delitev je najvišja dovoljena temperatura delovno okolje. V zvezi s tem se razlikujejo cevi za oskrbo s toplo, hladno in mešano vodo.


Za določitev natančnega števila potrebnih cevi in fitingov se prostor izmeri in izdela grob načrt. Slednji označuje dimenzije bodoče avtoceste in vseh njenih elementov.
Po nakupu vseh komponent lahko nadaljujete na naslednji korak.

Faza 2. Potrebna oprema
Načelo spajkanja je, da se konci cevi, ki jih je treba priključiti, segrejejo na zahtevano temperaturo in jih nato pritrdijo. Če želite to narediti, potrebujete posebno napravo - varilni stroj.
Lahko je treh vrst:

Poleg same naprave bo delo zahtevalo:

O izbiri šob

Ogrevalne šobe morajo ustrezati prerezu priključenih cevi. Če želite to narediti, morate biti pozorni na nekatere parametre:
- moč;
- ohranjanje oblike med temperaturnimi spremembami;
- toplotna prevodnost.
Večina varilnih strojev je kompatibilnih z več različnimi šobami hkrati, kar je izjemno priročno pri urejanju kompleksnih avtocest.
Vsaka šoba ima dva konca hkrati - eden je namenjen ogrevanju zunanje površine izdelkov, drugi pa notranje. Vse šobe so prevlečene s teflonom, ki preprečuje lepljenje staljene prevleke. Dimenzije šob se gibljejo med 2 cm in 6 cm, kar popolnoma sovpada s skupnim in cevnim odsekom.

Ko je načrt sestavljen in kupljeni vsi sestavni deli, ostane samo skrbno čiščenje prostora. Posebna pozornost morate dati prah, saj lahko tudi najmanjši delci, ki se usedejo na šive, zlahka prekinejo tesnost.

Najprej se šoba vstavi v vtičnico, po kateri se naprava vklopi. Nadaljnja dejanja so odvisna od izbrane tehnike spajkanja, zato jih bomo (metode) obravnavali podrobneje.
Metoda številka 1. Difuzijsko spajkanje

Pri uporabi te tehnologije varjenja material delov, ki jih je treba spojiti, medsebojno prodrejo drug v drugega in po ohlajanju tvorijo monoliten element. Eden najpogostejših načinov obdelave, ki pa je primeren le za homogene materiale.
Opomba! V tem primeru temperatura spajkanja doseže 265ᵒС. Pri tej temperaturi se polipropilen topi.
Video - Difuzijsko spajkanje PP cevi
Metoda številka 2. Spajkanje vtičnic
Pri varjenju na vtični način se uporabljajo varilni stroji z različnimi prerezi šob. Sam postopek je videti precej preprost.
Korak 1. Najprej se razrežejo odseki cevi zahtevane dolžine. Pomembno je, da rezanje poteka izključno pod pravim kotom.
Korak 2. Konci izdelkov se očistijo z brivnikom (če se uporabljajo ojačane cevi).

Korak 3. Konci se vstavijo v šobo ustreznega odseka, segrejejo na temperaturo taljenja in povežejo.
Opomba! Izjemno pomembno je, da cevi pri hlajenju ne spremenijo svojega položaja.
Metoda številka 3. Čedno spajkanje

Ta metoda je uporabna pri povezovanju cevi velik premer. Tako kot v prejšnjih različicah so cevi razrezane na dele zahtevane dolžine, konci pa so skrbno očiščeni.
Metoda številka 3. Spajkanje rokavov

Pri spojnem načinu varjenja se med elemente, ki jih je treba povezati, vnesti dodaten del - sklopka. Ogrevanje poteka na enak način, le odseki avtoceste se ne ogrevajo, temveč le priključni elementi.
Metoda številka 4. Polifuzijsko spajkanje
Nekakšna difuzna tehnologija, značilna po tem, da se stopi le eden od dveh povezanih elementov.
Metoda številka 5. "Hladno" spajkanje PP cevi

Ta metoda varjenja vključuje nanašanje posebnega lepila na cevi, ki jih je treba spojiti. Značilno je, da je uporaba "hladnega" varjenja dovoljena le v tistih linijah, v katerih je tlak delovne tekočine zanemarljiv.

Pri pregrevanju ali povezovanju cevi majhnega premera obstaja nevarnost povešanja na notranji površini. Ti pritoki bodo preprečili prosto gibanje delovne tekočine med delovanjem.

Da bi se temu izognili, je treba preveriti povezavo za takšna okvarjena območja. Stičišče je treba prepihati, in če zrak nemoteno prehaja, se je varjenje zagotovo izkazalo za zelo kakovostno.

Opomba! Po tem je treba preveriti tesnost povezave - za to se skozi spajkane elemente pretaka majhna količina vode.
Pomembna pravila za spajkanje polipropilena
Za kakovostno in tesno povezavo je treba upoštevati določena pravila.

Spajkanje PP cevi na težkih območjih
Na vprašanje, kaj je glavna težava pri ureditvi plastičnega cevovoda, bo vsak specialist odgovoril: spajkanje na težko dostopnih mestih. Za izvedbo tega postopka je struktura razdeljena na več odsekov.
Najprej je nameščeno neudobno veliko območje. Priporočljivo je, da ga oblikujete ločeno in šele nato namestite na nepremično mesto.

Po odpravljanju problematičnega območja se namestijo manjši in v skladu s tem elementi, ki jih je enostavno namestiti. To dejavnost morata izvajati vsaj dve osebi.
Video - namestitev na težko dostopnih mestih
Tipične napake pri spajkanju plastičnih cevi

Video - Tehnologija spajkanja PP cevi
Rezultati
Sposobnosti spajkanja PP cevi bodo prišle s časom. Tukaj ni nič zapletenega, čeprav bo sprva poškodovanih več spojk in en ali dva ducata metrov cevi. In to ni strašljivo, saj niso tako dragi; vsaj avtonomija od vodovodarjev je dražja.
Z izumom metode polimerizacije vinila leta 1957 se je začel čas uporabe polipropilenske cevi. Zaradi odličnega specifikacije in nizkimi stroški so zamenjali klasične kovinske cevovode iz številnih domačih in industrijskih objektov. Od tega so sestavljeni sistemi oskrbe s hladno in toplo vodo, ogrevanja, ogrevanja. Edina težava je le spajkanje polipropilenskih cevi, ki je potrebno za njihovo povezavo.
Lastnost polipropilena

 Polipropilen je brezbarven material, pridobljen s polimerizacijo propilenskega monomera z dodatkom katalizatorjev. Zanj je značilna kemična odpornost na različne anorganske raztopine klorovodikove, kisle ali alkalne vrste. Material ne absorbira tekočine in ima dielektrične lastnosti.
Polipropilen je brezbarven material, pridobljen s polimerizacijo propilenskega monomera z dodatkom katalizatorjev. Zanj je značilna kemična odpornost na različne anorganske raztopine klorovodikove, kisle ali alkalne vrste. Material ne absorbira tekočine in ima dielektrične lastnosti.
Njegovo tališče je približno 170 stopinj Celzija, njegova trdota pa približno 55 MPa. Prenese izpostavljenost mrazu do -15 stopinj, ne da bi spremenil svoje lastnosti, vendar pri temperaturah pod to temperaturo postane krhek.
Zaradi svojih lastnosti je našel polipropilen široka uporaba kot material za izdelavo vodne pipe. Polimer, ki se uporablja za njihovo izdelavo, ne škoduje okolje in ne zahteva posebnega odstranjevanja. Njegov odličen oprijem na kovino omogoča izdelavo različnih vrst okovje s stiskanjem z medeninastimi ponikljanimi navojnimi vložki.
Ko se segreje nad 160 stopinj, polimerni material zmehča in pridobi duktilnost. In ko se ohladi, vrne svojo trdoto. Ta lastnost se uporablja pri povezovanju različnih delov cevovoda iz plastike. Za trajno povezavo se uporablja spajkalnik (železo). Hkrati za uporabo spajkalnika za polipropilenske cevi ni potrebno posebno znanje.
Polipropilen


Vrste cevi
Tako hladno kot toplo vodo se lahko prenaša po polipropilenskih ceveh (PPR). Glede na zahteve za oskrbo z vodo se uporabljajo trdne ali ojačane konstrukcije. Ojačitev zmanjša toplotno raztezanje.


To je mogoče storiti na naslednje načine:
- aluminijasta prevleka zunanje strani cevi;
- dodajanje aluminijaste mreže na sredini konstrukcije;
- ojačana s steklenimi vlakni;
- zlivanje kompozitnega materiala z vlakni.
Glede na vrsto ojačitve se nekoliko spremenijo tudi navodila za spajkanje polipropilenskih cevi.
V večji meri to velja za naprave, ki uporabljajo aluminij. Plastične cevi so označene z latiničnimi črkami PN in številko za njimi. Te številke označujejo največji pritisk, ki ga lahko prenese konstrukcija, sestavljena iz njih. Torej, PN 20 pomeni, da lahko tlak v sredini cevi doseže 2 MPa.
Tehnične značilnosti uporabljenih vrst PPR in značilnosti njihove povezave za jasnost je priročno povzeti v tabeli:
Tako je obseg polipropilenskih cevi obsežen. Njihova odpornost proti koroziji in zunanjim vplivom, mehanska trdota, vzdržljivost, enostavna namestitev in nizka cena jih naredijo priljubljene. Veliko k temu olajša preprostost povezovanja delov konstrukcije, ki zagotavlja zanesljivo enodelno povezavo. Za primerjavo, namestitev celotnega sistema z lastnimi rokami traja pet do šestkrat manj časa kot iz kovine.
Polipropilenske cevi Vrste cevi in njihova razlika


Lastnosti orodja za spajkanje

 Za spajkanje polipropilenskih cevi ni treba povabiti strokovnjaka, vse operacije je mogoče izvesti neodvisno. Vendar je treba omeniti, da je sodelovanje veliko bolj priročno. Orodje, ki se uporablja za povezovanje, se imenuje spajkalnik ali železo. Razvrščen je po dveh kriterijih: dizajn, zmogljivost in moč.
Za spajkanje polipropilenskih cevi ni treba povabiti strokovnjaka, vse operacije je mogoče izvesti neodvisno. Vendar je treba omeniti, da je sodelovanje veliko bolj priročno. Orodje, ki se uporablja za povezovanje, se imenuje spajkalnik ali železo. Razvrščen je po dveh kriterijih: dizajn, zmogljivost in moč.
Kljub oblikovnim razlikam in številnim znamkam je princip delovanja naprav enak. Kot navaden likalnik, imajo dva glavna elementa: grelec in termostat. Poleg tega so šobe obvezen atribut spajkanja. Upoštevajo se potrošni material in se prodajajo tako skupaj s spajkalnikom kot ločeno v maloprodaji. Šobe so izdelane iz toplotno prevodnega materiala, ki je na vrhu prevlečen s teflonsko plastjo. Šoba je sestavljena iz dveh elementov: enega z vdolbino in drugega z ramo. Z njihovo pomočjo se segrejejo notranja in zunanja površina cevi in fitinga.
Termoelement se nahaja na sredini telesa, na katerega so privijačene šobe. Za enakomerno ogrevanje in enostavno uporabo je njihova lega med seboj koaksialna. Ko je naprava priključena na 220-voltno omrežje, se termoelement segreje in svojo toploto prenese na telo spajkalnika. In to posledično segreva šobe. S pomočjo termostata se nastavi in vzdržuje zahtevana temperatura ogrevanja.
Takoj, ko temperaturni senzor zazna želeno temperaturo, se aktivira termični rele in dovod napetosti do grelnika se ustavi. Ko temperatura pade za dve ali tri stopinje, se grelec ponovno priključi na omrežje.


Tehnika povezovanja

 Za pravilno povezavo polipropilenske cevi nakup spajkalnika ne bo dovolj. Kot v vsakem poslu so potrebne izkušnje, zato strokovnjaki priporočajo, da začetniki najprej vadijo na vzorcih, nato pa preidejo na varjenje glavne konstrukcije.
Za pravilno povezavo polipropilenske cevi nakup spajkalnika ne bo dovolj. Kot v vsakem poslu so potrebne izkušnje, zato strokovnjaki priporočajo, da začetniki najprej vadijo na vzorcih, nato pa preidejo na varjenje glavne konstrukcije.
Pred začetkom dela treba je izvesti nekaj pripravljalnih korakov. To velja tako za dele, ki jih je treba spojiti, kot za spajkalno napravo. Načelo varjenja temelji na taljenju dveh delov z naknadnim fizičnim spajanjem med seboj do trenutka kristalizacije. Da bi bil varilni šiv zanesljiv, se eden od delov, ki jih je treba variti, vstavi v drugega do globine od 13 do 32 milimetrov, odvisno od premera delov. Varjenje dveh cevi poteka skozi fiting. so različne vrste in velikosti. Vsak priključek je zasnovan za določen premer cevi, zato bodite previdni pri spajkanju.
V primeru uporabe armirane cevi z aluminijasto folijo je treba s konca, vstavljenega v šobo, odstraniti plast. Čiščenje poteka mehansko s posebnim orodjem. Ker pa je ta naprava precej draga, se pogosto uporablja žagin list. Cev so prežagali v krogu do globine ojačitvene plasti in jo nato odrezali z nožem. Ta pristop zahteva spretnost in izkušnje.
Pred varjenjem je treba dele razrezati na zahtevano dolžino, jih očistiti umazanije in razmastiti. Za to je dovoljena uporaba izopropilnega, izobutilnega ali etilnega alkohola. Uporaba acetona, white spirita, bencina ali vodke ni dovoljena zaradi rahljanja polipropilena po izpostavitvi.
Pred delom je treba tudi puše očistiti s krpo. Pozornost je treba nameniti celovitosti teflonske plasti, šob s poškodovanim premazom ni mogoče uporabiti. Zato je čiščenje s kovinskimi predmeti ali abrazivnimi sredstvi prepovedano. V primeru močne opekline se uporabljajo lesena strgala. Za udobje čiščenja šob je priporočljivo, da jih predhodno segrejete s spajkalnikom.
Na zadnji stopnji priprave je vzdolž celotnega premera cevi označena črta, ki označuje globino varjenega območja. Ta dimenzija mora ustrezati globini vgradnje. Nato bo mogoče nadaljevati neposredno z varjenjem.
Kako spajkati polipropilenske cevi
Postopek varjenja
Po zaključku vseh pripravljalnih operacij lahko nadaljujete s spajkanjem. Če želite to narediti, morate z izvijačem priviti šobe potrebnega premera na spajkalnik. Na katero stran postaviti zunanji ali notranji del, ni pomembno, glavna stvar je vzdržati njihovo prenašanje.


Likalnik za spajkanje polipropilenskih cevi je nameščen na ravno površino, vklopljen in ogrevan 10-15 minut. Za pravilno spajkanje povezave, lahko uporabite naslednja navodila za spajkanje polipropilenskih cevi:
- 1. Proučuje se tabela s podatki, iz katere se vzame zahtevani čas za trajanje različnih tehnoloških procesov:
- 2. S termostatom se nastavi zahtevana temperatura. Ta vrednost je najmanj 260 0 С in je v večji meri odvisna od premera delov.
- 3. Deli, ki jih je treba variti, so hkrati nameščeni na ogrevane šobe. Cev se vstavi v utor notranjega dela do črte, ki je na njej označena, in nastavek se namesti na trn.
- 4. Po določenem času se v skladu z zgornjo tabelo deli odstranijo iz šob in gladko vstavijo drug v drugega do vnaprej določene globine. Po povezovanju elementov jih ni mogoče zavrteti ali upogniti. Držati jih je treba pri miru, dokler se ne strdijo. Pri spajanju se odvečna staljena snov iztisne in tvori obroč okoli šiva.
- 5. Takoj, ko se šiv strdi, lahko nastali del sprostite in ob koncu časa hlajenja izkoristite.
Pogoste napake pri namestitvi lahko razdelimo na več vrst:
- 1. Premalo temeljito čiščenje površin spajkanih delov.
- 2. Vdor vode v zvar.
- 3. Pri rezanju cevi na zahtevano dolžino rezalni kot presega 90 stopinj.
- 4. Nezadostna dolžina vhoda cevi v fiting.
- 5. Pregrevanje ali nezadostno segrevanje delov, ki jih je treba variti.
- 6. Nepopolna odstranitev ojačitvene plasti.
- 7. Neupoštevanje pravilnega spajanja delov in dejanj, povezanih z naknadnim poskusom njihovega popravka.
Triki za namestitev
Profesionalci dosegajo visoko kakovost spajkanih šivov z brezhibnim upoštevanjem pravil varjenja. Za to uporabljajo majhne trike. Najprej je pri spajanju pomembno ohraniti toleranco. To ni težko narediti. Skrivnost ravne osi je, da s finim markerjem ali svinčnikom narišete vzporedno črto tako na površini cevi kot na priključku. Po taljenju morate le skrbno združiti te vrstice.


Za pritrditev spajkalnika v svoji zasnovi uporablja se obtežena noga. Toda zaradi slabe kakovosti šob ali njihovega nezadostnega segrevanja lahko izvlečenje staljenih cevovodnih elementov iz njih povzroči prevrnitev naprave. Zato je priporočljivo, da se varjenje izvaja s pomočnikom, katerega naloga bo, da spajkalnik ostane negiben.
Za raven rez, uporabljajo se posebne škarje. Z njihovo pomočjo se plastična cev natančno in brez napora razreže. Če se je izkazalo, da je rez neenakomeren, ga lahko izravnate z datoteko. Hkrati je treba po izravnavi cev prepihati in po potrebi posneti.
Pri izbiri šob je treba dati prednost tistim iz metaliziranega teflona. Enakomerno segrejejo in so enostavni za čiščenje. Za domače potrebe je primerna naprava z močjo 1,2 kW. To bo povsem dovolj za varjenje cevi s premerom do 50 mm.
Tako za spajkanje cevi ni potrebno posebno znanje, glavna stvar je slediti postopku spajkanja in upoštevati priporočila. Hkrati, ker temperatura spajkalnika doseže visoke vrednosti, je vredno upoštevati varnostne ukrepe, da preprečite možnost opeklin.
Za povezavo polipropilenskih cevi z varjeno metodo je značilna večja zanesljivost v primerjavi z drugimi metodami kombiniranja izdelkov med seboj. Ta povezovalna tehnologija pri delu s polipropilenom nima nobenih razlik. Edina izjema so ojačani izdelki: njihova namestitev vključuje nekatere posebne značilnosti.
Ta tehnika je precej preprosta. Varjenje lahko izvajate doma, pri čemer upoštevate zahteve tehnološkega procesa in imate celoten arzenal potrebnih orodij.
Obstaja več možnosti za priključitev polipropilenskih cevi:
- difuzijsko spajkanje;
- spajkanje z električnimi priključki;
- hladno varjenje.
V tem članku bomo podrobneje govorili o vsaki metodi kombiniranja cilindričnih izdelkov, upoštevali njihove prednosti in slabosti ter se naučili pravilno spajkati polipropilenske cevi.
Preden začnete z delom, se morate pripraviti montažno orodje. Če želite ustvariti zanesljiv spoj struktur in vseh dodatnih delov, boste potrebovali poseben spajkalnik.
Omeniti velja, da se včasih povezava izdelkov iz polipropilena imenuje varjenje. Vendar pa ima ta postopek veliko sort, zato je pomembno zapomniti, da so polipropilenske cevi povezane le na en način - s spajkanjem. Za vgradnjo takšnega sistema se ne uporabljajo navojne armature in kovinska plastika.

Spajkanje polipropilenskih cevi zahteva uporabo varilnih strojev. V prodaji je več vrst naprav:
- grelec okroglega odseka;
- ravna enota.
Drugo vrsto spajkalnika so popularno imenovali železo, kar je bolj povezano z njegovim videzom. Takšne naprave se razlikujejo le po svoji zasnovi.
Pri prvem modelu so teflonske šobe nameščene na grelec in pritrjene z deli, podobnimi sponkam. V drugi napravi so enake šobe privite na grelec z obeh strani. Ostali elementi oblikovanja se ne razlikujejo. Glavna funkcija naprave je kakovostno in zanesljivo spajkanje izdelkov iz polipropilena.
Šobe so nujno vključene v komplet spajkalnih naprav. Najbolj poceni naprava, ki vključuje minimalno število elementov, velja za kitajski spajkalnik. Njegova moč ne presega 800 vatov. V prodaji je predstavljen skupaj s stojalom, pa tudi s šobami, ki omogočajo spajkanje cevi iz PP s prečnim prerezom 20-32 mm.
Ko je ogrevalni sistem zasebne hiše izdelan iz cilindričnih izdelkov tega premera, bo ta komplet povsem dovolj. Če pa boste opravljali bolj profesionalno spajkalno delo, boste potrebovali boljšo napravo.
Za cevi s prečnim prerezom 40-63 mm je potreben drugačen komplet za spajkanje. Kupiti ga bo treba posebej. Najdražji kompleti, za katere je značilna povečana zanesljivost, so izdelani v velikih evropskih državah. Njihov komplet vključuje naslednje dele:
- spajkalnik;
- stojalo;
- Teflonske šobe različnih premerov;
- škarje, ki vam omogočajo rezanje cevi, ohranjanje 90 stopinj;
- šesterokotnik;
- Phillips izvijač;
- ruleta;
- rokavice.
Ker je za spajkanje polipropilenskih cevi potrebno delati z vročo opremo, je treba operacijo izvajati v rokavicah. Začetniki se ob dotiku pogosto opečejo grelni element.
Zasnova katerega koli spajkalnika je zasnovana tako, da je mogoče hkrati namestiti več šob za povezovanje cevi majhnega premera, kar prihrani čas, zlasti pri delu z izdelki s prečnim prerezom 20-40 mm.
Moč spajkalnika
Za enakomerno in hitro segrevanje cevi s premerom 63 mm je potrebna velika sistemska moč. Za domače namene bo zadostoval aparat z vrednostjo, ki določa količino energije, ki ne presega 0,7-1 kW.
Če je moč likalnika večja od 1 kW, gre v kategorijo profesionalnih. Njeni stroški so veliko višji od cene navadnega spajkalnika.
Prva metoda
Za izdelavo domačega spajkalnika boste potrebovali:
- neuspešno staro železo, ki ima grelni element;
- otroški kovinski konstruktor;
- gumijasti ročaj;
- preklopno stikalo;
- azbestna vrvica;
- duralumin;
- izolacijski trak.

Tehnologija izdelave
- mlinček z dna likalnika odreže vse nepotrebne podrobnosti;


- izdelana je aluminijasta obloga;
- iz konstruktorja je montirana škatla; vanjo je nameščena žarnica in gumijasti ročaj;
- na žico sta priključena preklopno stikalo in regulator spajkalnika;


- vsi deli so združeni v eno celoto;
- spajkani kabli;
- na telo, po predhodno položenem azbestnem tesnilu, je grelni element privit.

Tako, ko porabite nekaj časa za uporabo priročnega materiala, postanete lastnik domačega spajkalnika za varjenje PP cevi.
Druga metoda
Za izdelavo orodja boste potrebovali par šob v vrednosti 215 rubljev. in zavrženo vžgano železo. Sestavljanje traja približno dve uri.
Najprej je grelna naprava nameščena navpično. Priključek se hkrati namesti na grelne šobe skupaj s cevjo. Da bi lahko izvajali operacije na steni, je treba likalnik nekoliko posodobiti: odrežite "žalo" podplata in ga rahlo zaokrožite. Koristno bo uporabiti termično pasto.

Znano je, da tak domači aparat zvarjenih je bilo več cevovodov. Kakovost dela se je izkazala za precej visoko.
Po segrevanju likalnika, ga držite za ročaj, najprej odstranite cev. Okovja ni treba takoj odstraniti, saj njegova debelina preprečuje hitro taljenje. Ostaja, da cev z likalnikom držimo z roko in odstranimo nastavek.
Za povezavo izdelkov je treba vložiti majhne napore, dokler se po celotnem obodu pritrdilnega dela ne oblikuje enakomeren utrip.
V tem položaju morate držati povezavo približno 15-20 sekund, dokler se polimerizacija ne začne. Varjenje na steni je preprosto: ena roka drži grelno napravo, druga - cev.
Tretja metoda
Izdelujemo likalnik, opremljen s temperaturnim regulatorjem, ki bo posebna naprava za nadzor moči, sestavljena na tiristorju. Za spajkalna dela se uporablja napetost 170 V. Za izdelavo napeljave se uporabljajo aluminijaste ali bakrene plošče. Na fotografiji je del debeline 0,8 mm, vendar se lahko vrednost te vrednosti razlikuje navzgor.
Ploščati elementi so potrebni, da se grelec ob namestitvi cevi ne začne ohlajati. Za delo se uporablja grelni element (1 kW) iz zastarele peči "Dream". Ker se radiator skoraj ne segreje, ga je mogoče zmanjšati. Za namestitev tiristorja in diode tesnila niso potrebna. Sama zasnova likalnika je lahko kakršna koli, vse je odvisno od vaše domišljije.



Spodaj je vezje krmilnika moči.

Na vsako stran spirale lahko namestite aluminijasta tesnila v obliki okroglih palačink. Na telo je pritrjen ročaj z regulatorjem in fiksnim preklopnim stikalom. Z drugimi besedami, lahko opravite uglaševanje.
Načelo vseh naprav je vedno enako: za spajkanje PP cevi je treba upoštevati določeno temperaturo.

Kako izbrati šobe
Pri izbiri grelnih šob je treba upoštevati premer cevi, ki jih je treba priključiti, in druge pomembne točke:
- moč;
- kako dobro se oblika ohranja po spremembi temperature;
- toplotna prevodnost.
Skoraj vsi varilni stroji so primerni za različne šobe. To je zelo priročno, ko morate namestiti zapleteno avtocesto.
Vsak kos obrabe ima dva konca. Na eni se segreje zunanja stran dela, na drugi pa njen notranji del. Vse šobe imajo teflonsko prevleko, ki ščiti površino pred lepljenjem staljenega materiala. Dimenzije delov so v območju 2-6 cm, kar ustreza običajnim premerom valjastih izdelkov.
Normalna temperatura za spajkanje
Za močno varjenje konstrukcij temperatura spajkanja polipropilenskih cevi ne sme presegati 260 °C. V nasprotnem primeru bo to povzročilo izgubo stabilnosti plastične podlage, zaradi česar se cev preprosto ne more povezati s priključkom. Poleg tega se bo ogrevani povezovalni element začel lepiti na vse dele, ki ga obdajajo. Nižja temperatura pa tudi ni primerna za spajkanje.
Pomembno si je zapomniti, da morata imeti viskoznost in plastičnost polipropilenske strukture določene vrednosti, sicer se difuzijski procesi ne bodo začeli in povezava bo izgubila zanesljivost. Življenjska doba takšnih cevovodov bo minimalna. Pozabiti boste morali na 50-letno garancijo. Pri kateri temperaturi povezati izdelke, je bolje pogledati tabelo.
Čas spajkanja cevi
Če pravilno upoštevate tehnološke zahteve za trajanje postopka povezovanja konstrukcij s posebnim orodjem, lahko dobite precej tesen spoj. Polipropilen se po pregrevanju ne bo začel širiti. Čas ogrevanja je odvisen od določenih parametrov. Glavni so:
- odsek cevi;
- širina šiva varilnega pasu;
- sobna temperatura.
Spodaj je posebna tabela, ki označuje priporočen čas spajkanja za izdelke iz PP, ob upoštevanju vseh zgoraj navedenih vrednosti:

Varjenje vtičnic polipropilenskih cevi
Glavna metoda montaže plastike, ko morate povezati majhne cilindrične izdelke različnih odsekov, je uporaba vtičnice. Pri varjenju PP konstrukcije so potrebni dodatni deli:
- vogali;
- majice s kratkimi rokavi;
- pipe.
Vsi so izdelani iz istega materiala, iz katerega so bile izdelane cevi. Uporaba dodatnih elementov za ustvarjanje visokokakovostne povezave se ne šteje za slabost te metode. Obravnavane podrobnosti, poleg povezovalne funkcije, pomagajo spremeniti smer cevovoda.
Ta postopek je sestavljen iz več operacij:
- spojne površine se stopijo: zunanja stena cilindričnega izdelka z notranjim delom okovja;
- uporabljajo se posebni grelni deli;
- poteka hlajenje sestavljenih elementov.

Po mnenju strokovnjakov se vtični spoj šteje za veliko bolj zanesljivega kot čelno varjenje. Zaradi dejstva, da v kombinaciji cev vstopi v okovje s silo, se ustvari visoka trdnost. V tem primeru poravnava ne zahteva uporabe posebnega orodja. Tudi začetnik lahko na ta način kombinira cilindrične strukture.
Stroj za varjenje vtičnic
Naprave, namenjene povezovanju izdelkov iz PP v vtičnico, se imenujejo spajkalniki ali likalniki. Glavni element takšne naprave je bila grelna glava. Nanj so pritrjeni vsi zamenljivi deli:
- spojke;
- trni.
Prvi elementi so zasnovani za ogrevanje zunanje površine cevi, drugi - notranjost armatur. Oblika grelnika v večini spajkalnikov ostaja trikotna plošča. V prodaji lahko najdete naprave drugačnega dizajna.
Velikost šob je odvisna od dimenzij ravnega dela. Z drugimi besedami, izbran je odsek cevi, ki bo prosto spajkan. Poleg tega je treba poskrbeti za potrebno število ogrevalnih parov za sočasno namestitev. Za delo z veliko ploščo potrebujete močno enoto.
Dodatne dele (spojke, trne) je treba pritrditi tako, da se njihova podporna površina tesno dotika plošče.
Z dobrim stikom bo dosežena želena temperatura (260 ° C). V tem primeru moč spajkalnika ni pomembna.

Danes se proizvajajo naprave, opremljene z grelno glavo v obliki palice. Njihovo glavno prednost lahko imenujemo kompaktnost. Na Tehnične specifikacije oblika glave ni prizadeta.
Za kakovostno delovanje likalnika je pomembna natančnost delovanja temperaturnega senzorja, ki vzdržuje zahtevano temperaturo. Če njegova nihanja postanejo minimalna, to kaže na visokokakovosten spajkalnik.
Danes so najbolj napredni elektronski termostati. Ti termistorji lahko prikažejo natančno vrednost temperature tudi pri delovna površina sklopke.
Uporaba takšnih delov vam omogoča, da zmanjšate temperaturno vztrajnost likalnika. Posledično bodo na lestvici naprave prikazani resnični odčitki grelne glave.
Bimetalni releji delujejo bolj grobo, pa tudi kapilarni termostati, katerih vrednosti so netočne. V primerjavi s podatki termistorjev bodo razlike precej velike. Ne glede na termostat, ko naprava doseže način delovanja (sodeč po podatkih indikatorja), morate počakati nekaj minut. V tem času se bo temperatura šob primerjala s temperaturo, ki jo prikazuje naprava.
Zdaj lahko začnete z varjenjem. Proizvajalci proizvajajo tudi spajkalnike z dvema grelnima elementoma različne moči. Vsak del je opremljen z ločenim stikalom.
Ti izdelki lahko samostojno dosežejo želeno temperaturo. Mojster sam izbere potrebno moč.
Drugi del postane rezervni v primeru okvare prvega.
Naprava omogoča hkratni vklop obeh grelnikov za hiter dostop do načina delovanja.
Oprema je lahko dopolnjena s pomožnimi orodji, vključno z:
- poševnik;
- kalibrator;
- trimer;
- škarje za rezanje cevi.

V nekaterih kompletih lahko najdete celo posebno čistilno tekočino. Vendar pa vsi našteti deli niso vključeni v osnovni paket. Pogosto jih je treba kupiti ločeno. Pomembno je, da ima varilni stroj vse potrebna orodja za delo s katerim koli premerom cevi in materialov.
Tehnološki postopek varjenja vtičnic
Zunanji premer valjastega izdelka je vedno nekoliko večji od nazivnega prereza. Nasprotno, v okovju je notranji premer manjši od nazivnega odseka cevovoda.
Vzemite na primer 20 mm cev. Dejanska velikost njegovega zunanjega premera bo v območju 20,3-20,5 mm. Priključek, zasnovan za delo z 20 mm izdelkom, bo imel notranji prerez 19,5-19,7 mm.
Poleg tega bo srednji del površine sklopke natančno ustrezal nazivnemu premeru. Za stožčasto ravnino se vzame 5 stopinj.
Postane jasno, da če armature niso ogrevane, jih ni mogoče priključiti na sklopko.
Ko je cev poravnana z vročim rokavom, se zunanji del stopi. Vse odvečno se iztisne, dobi se nekakšen valj. Nato se notranje plasti segrejejo. Začnejo se krčiti, medtem ko cev dobi priložnost, da pride v vročo spojko. Podoben učinek je mogoče doseči, če je pritrdilni element povezan z vročim trnom.
Ko je cev poravnana s fitingom, se elastično stisne, medtem ko se povezovalni element začne raztezati. Ogrevane površine so stisnjene in izpodrivajo zrak. Rezultat je enakomerno mešanje staljenega materiala.
General tehnološki proces povezovanje cevi iz PP vtičnice ima več zaporednih operacij:
- izdelki za rezanje;
- pripravljalne dejavnosti;
- namestitev varilnega stroja;
- doseganje načina delovanja;
- ogrevanje delov;
- montaža;
- linijsko hlajenje.
Cev lahko ročno povežete z ogrevanim orodjem brez veliko truda, če so varjeni majhni deli, katerih prečni prerez je v območju 40-50 mm. Za kombiniranje cilindričnih konstrukcij s premerom več kot 50 mm je potrebno uporabiti poseben centralizator, zasnovan za varjenje vtičnic.
Ker spajkanje polipropilenskih cevi ni težko, je delo mogoče opraviti sam.
Za rezanje cilindričnih izdelkov se uporabljajo posebne škarje, ki ne omogočajo zmečkanja sten cevi.
Preden nadaljujete s spajkanjem polipropilenskih izdelkov, se površine delov temeljito očistijo in razmastijo. Ojačane konstrukcije so podvržene posebni pripravi. To se morajo spomniti delavci, ki vgrajujejo takšne izdelke.
Za kompozitne cevi iz PP, ki so ojačane z aluminijem, je značilno nizko toplotno raztezanje. Zato ogrevalni sistem, izdelan iz takšnih izdelkov, ne zahteva namestitve dodatnih temperaturnih kompenzatorjev. Samo v takšnih izdelkih, ojačanih z aluminijem, je možna difuzija kisika. Ko zrak vstopi v sistem, je voda aktivno nasičena s kisikom. Posledično se začne proces kavitacije ventilov, pa tudi drugih delov konstrukcije iz valjastih konstrukcij.
Če ojačitvenega sloja ni, lahko dodatno posebno pripravo izpustite.
Tehnološka karta varjenja vtičnic polietilenskih cevi
Kako spajkati ojačane polipropilenske cevi
V tem primeru je stik aluminija s tekočino strogo prepovedan. Ta zlitina se začne razpadati in je nedonosno kupovati nove izdelke. Pojav majhnih notranjih popačenj na sklepih je težko opaziti s prostim očesom, vendar so prav te cone šibka točka celotnega sistema. Obstaja možnost, da voda pride na kovinsko površino.
Da bi to preprečili, je ojačan sloj skrbno očiščen. Takšna operacija je obvezna, če je površina cevi zavita v folijo.
Za odstranitev kovinske pločevine se uporablja posebna naprava - tako imenovani brivnik. Kupiti ga je treba posebej.
Konec se vstavi v napravo, podobno kot ostrenje svinčnika, in se začnejo obračati.
Pri delu ne pozabite na čiščenje aluminijaste plasti. Varjenje bo potekalo brez tega postopka, vendar bo zanesljivost nastale povezave precej nizka.
Takšnega človeškega faktorja se lahko znebite z namestitvijo cevi, ojačanih s steklenimi vlakni.
Če se aluminijasta ojačitvena plast nahaja na sredini stene, se površina obrezuje s posebnim orodjem. Pomaga odstraniti aluminijaste robove, ki pokrivajo konec cevi. Če se takšna operacija ne izvede, lahko voda pride v sredino stene in se premika vzdolž mikrorazpok ojačitvene plasti, kar bo neizogibno povzročilo otekanje. 
Na fotografiji lahko vidite spajkane spoje rezov: napačna izvedba na sliki brez obrezovanja in pravilna z obrezovanjem.


Za doseganje najboljšega rezultata se uporabljajo posebne spojke. Tako rekoč "pozidajo" konce ojačitvene plasti, kar pomaga preprečiti stik kovine s tekočino.


Nekateri proizvajalci dajejo svoja priporočila, kako pripraviti cevi pred varjenjem. Tudi če ni ojačitvenega sloja, je treba nujno kalibrirati zunanji premer in nato posnemati.
Postopek kalibracije odstrani elipso cevi, zaradi česar je popolnoma okrogla. Zarezana površina olajša delo pri povezovanju s sklopko. Na žalost, ko so PP cevi spajkane same, se te operacije popolnoma prezrejo.
Kako pripraviti spajkalnik za delo
Najprej mora biti varilni stroj dobro pritrjen. Ko se segrevanje začne, so deli izpostavljeni pritisku, ki se prenese na spajkalnik. Da bi bilo delo bolj priročno, je pomembno zagotoviti, da je naprava nepremična.
Na orodje je nameščen grelni par. Nato se nastavi želena temperatura ogrevanja, nanese se napetost. Pri varjenju PP cevi z vtičnico mora biti temperatura ogrevanja v območju 260 ± 10 ° C, kar je višje od vrednosti, pri katerih polipropilen postane viskozen in tekoč.
Tako pride do hitrega taljenja zgornje plasti cevi skupaj s fitingom. Posledično je del mogoče enostavno odstraniti brez segrevanja celotne debeline stene. Pri drugačni temperaturi, ko elementi postanejo mehki, povezava ne bo mogoča.
Deli smo dali na ogrevanje
Ko varilni stroj doseže način delovanja, se prižge lučka. Cev se vstavi v spojko, nastavek pa v trn. Če je takšno delo precej težko izvajati hkrati, se najprej namesti težek povezovalni element.

Varilni deli imajo nujno majhen dodatek, ki se med namestitvijo začne iztiskati. Tako se dobi obročasti valj (grabi). Če želite premakniti tak obroč, se morate nekoliko potruditi, vendar je treba to storiti gladko in počasi, da bo zarez pridobil pravilno obliko. Priključek, ki se prosto prilega trnu in ne tvori obročastega roba, se šteje za okvarjen.
Pri montaži dela je treba nujno spremljati globino namestitve. Takoj, ko se element nasloni na vrh trna, morate ustaviti pritisk, sicer lahko poškodujete konec cevi in vdolbite omejevalnik fitinga. Za nadzor globine potopitve dela v sklopko se na določeni razdalji od konca naredi ustrezna oznaka. Vendar ta postopek ni potreben, saj je nastavek običajno vstavljen v trn, dokler se ne dotakne omejevalnika.
Ko so deli nameščeni v spojko aparata in njegovega trna, morate počakati nekaj sekund, da se površine dobro stopijo. Pomembno je, da pravilno določite trajanje ogrevanja. Ta čas bi moral biti dovolj za pridobitev viskoznega in tekočega stanja polipropilena.
Če je obdobje ogrevanja predolgo, bodo deli postali zelo mehki. Proizvajalci plastičnih cevi so razvili posebne tabele, ki označujejo čas ogrevanja za določeno vrsto polipropilena. V tem primeru se upoštevata tudi debelina stene in odsek cevi.
Ko se okovja kombinirajo z cilindričnimi izdelki, kot vrtenja delov ne sme presegati 5 stopinj. Če je spoj opravljen pravilno, bo brus imel enako debelino na vseh straneh.
Hlajenje priključka
Če morate popraviti opravljeno delo, vam tehnologija omogoča, da to storite v nekaj sekundah. Deli se ne smejo izpostavljati nobenemu pritisku, dokler se material popolnoma ne strdi, kar traja približno 2-4 minute.
Približne parametre trajanja varilnih operacij najdete v posebni tabeli. Natančnejše vrednosti zagotavljajo proizvajalci armatur in PP izdelkov.
Pri spajkanju izdelkov iz PP od konca do konca se konci delov segrevajo z vročim orodjem, dokler se ne stopijo. Nato elemente pritisnemo s silo, dokler se šiv ne ohladi. To tehnologijo odlikuje njena preprostost.
V tem primeru ni treba uporabljati dodatnih naprav. Če je vse opravljeno pravilno, dobimo dokaj zanesljiv šiv, ki ni slabši od trdnosti cevi. Tehnološka operacija se izvaja v določenem zaporedju:




Kljub vsej svoji preprostosti se čelno varjenje zdi le tako dostopno. V praksi to zahteva reševanje več težav, kar je doma skoraj nemogoče.
Cevi morajo biti natančno poravnane vzdolž svoje osi, pri čemer je dovoljeno odstopanje od debeline stene le 10%. Pritisk na dele, ki pritiskajo valjaste izdelke na ravnino grelnega ogledala, ko so izpostavljeni visoki temperaturi, je treba izvajati le za določen čas. To je edini način za kakovostno povezavo. Pri obrezovanju je potrebno, da ima končna stran popolno pravokotno.
Zgoraj naštetim pogojem je precej težko slediti brez dodatne naprave - posebnega centralizatorja. Opremljen je z električnim pogonom, ki ustvarja določeno kompresijsko silo. Poleg tega je ta naprava opremljena s trimerjem.
Z drugimi besedami, za čelno varjenje polipropilenskih cevi majhnega premera boste potrebovali več posebne opreme kot prejšnji način povezave. Glede na dejstvo, da se pri varjenju vtičnice zaradi zaklepne povezave doseže boljši spoj, domači mojstri raje uporabljajo to posebno metodo kombiniranja cevi.
Čelno varjenje PP izdelkov se uporablja predvsem v proizvodnji, ko je treba med vgradnjo ravnega odseka inženirske konstrukcije iz cilindričnih izdelkov povezati konstrukcije velikih presekov.
Paleta gradbenih izdelkov se vsako leto povečuje. Pojaviti se na trgu sodobnih materialov, ki olajšajo korake gradnje in povečajo produktivnost delavcev. Potrošniki običajno uporabljajo pri načrtovanju notranji sistemi v hišah, cevovodih z dolgo življenjsko dobo. Primerna alternativa, ki zadovoljuje potrebe potrošnikov, so plastične notranje komunikacijske veje. Kako spajkati plastične cevi?
Druga prednost takšnih tehnologij je možnost samostojnega popravila ali zamenjave vodovodnih in ogrevalnih omrežij. Kako spajkati plastične cevi za vodovod?
Poglejmo vrste

kovinsko-plastična

Polietilen
Takšne komunikacije so razdeljene na podvrste:
- Polietilen - uporablja se za polaganje ožičenja znotraj zgradb in zunanjih poti. Uporabljajo se lahko na visokotlačnih cevnih povezavah in pri nizkih temperaturah okolice.
- PVC se uporablja za znižanje stroškov popravil.
- Kovinska plastika - najbolj praktični izdelki za določeno obdobje koristna uporaba več kot 50 let. Idealna zamenjava za oskrbo s toplo vodo.
Široka uporaba tega materiala je posledica številnih razlogov. Pozitivne lastnosti takšnih struktur, za razliko od kovinskih:
- Dolga življenjska doba.
- Nizka korozivnost.
- Enostavnost namestitve.
- Ne zahteva posebnih veščin.
- Okolju prijazen material.
- Ekonomičen in na voljo v uporabi.
- Lahek in enostaven za transport.
- Niso dovzetni za škodljive učinke mikroorganizmov.
vaš vodovod

Sklop sklopke

Polietilenski modeli so nameščeni s spajkanjem ali z uporabo spojk / fitingov (sklop sklopke). Kako spajkati plastične cevi za vodovod?
Za nova vodovodna omrežja so primerni PVC in polietilenski izdelki brez ojačitve in ojačitve. Priprava zahteva izdelavo diagrama prihodnje oskrbe z vodo z označbo dolžin vej, njenega položaja in vse opreme, potrebne za namestitev konstrukcije. Pravilen izračun dolžin in števila zavojev bo poenostavil tehnologijo, povečal hitrost naloge in preprečil ponovno obdelavo.

spajkalnik

rezalnik cevi
za spajkanje polietilenske spojine bi potreboval:
- Spajkalnik.
- rezalnik cevi
- Trimer za rezanje cevi in odrezovanje robov odrezanih koncev.
- Fini brusni papir za brušenje robov
- Sklopka (če je sklopka sklopka)
Grelna naprava je posebna naprava s podplatom, na katerega so pritrjene posebne šobe različnih premerov. Obstajajo naprave, ki so opremljene z dvema ali več šobami hkrati.

Faze tehnologije za polaganje hidrokomunikacij vam bodo povedale, kako se naučiti spajkati:
- Z merilnim trakom izmerimo želeno dolžino.
- Izmerjeno dolžino odrežite z rezalnikom cevi.
- Odrezane konce obrežite. tole mejnik pri spajkanju. Odseki morajo biti gladko brušeni in očiščeni. Za večjo gotovost lahko dodatno razmastite z alkoholno raztopino.
- Konce spajkamo. Če se pri vgradnji omrežij za vzdrževanje življenja uporablja spojna povezava, potem na enem koncu stavbe vgradimo sklopko / okov in jo skupaj s prihodnjim povratnim vodom segrejemo v šobo želenega premera spajkalnika. Po segrevanju takoj povežemo konce in počakamo, da se sklop popolnoma ohladi. Prisotnost ramena kaže na kakovost varjenja.
Pozor! Pri namestitvi oskrbe s toploto in vodo z spajkanim šivom je strogo prepovedano, da voda ali vlaga pade v votlino ali na površino. Pri segrevanju voda, ki se spremeni v paro, deformira plastično strukturo, zaradi česar izgubi svojo moč.
Na kaj morate biti pozorni
Temperaturni pogoji za spajkanje so opisani v navodilih za orodje. Na sodobnih izdelkih je nastavljen avtomatski način ogrevanja, odvisno od velikosti omrežja, ki ga je treba vgraditi, in globine varjenja. Pri prejšnjih znamkah je bila moč ogrevanja izbrana ročno.

Pri kakšni temperaturi je treba spajkati plastične cevi? Pri spajkanju polietilenskih dvižnikov nastavimo temperaturni regulator v območju 220 ° C, za polipropilen - 260 ° C. Na grelnem mehanizmu je indikator, ki kaže pripravljenost naprave za uporabo. Indikator sveti samo v načinu ogrevanja.
Trajanje spajkanja je odvisno od oboda cevovoda in je lahko od 5 do 40 sekund. Ne pregrevajte koncev. To lahko povzroči nastanek blokade na mestu adhezije.
Če želite namestiti oskrbo z vodo enake velikosti, potem ne smete preplačati za število šob in prisotnost temperaturnega mehanizma.
Če načrtujemo velik obseg dolgoročne proizvodnje z uporabo omrežij različnih velikosti po obodu, potem kupimo univerzalno napravo za povezavo s slednjim tehnične zmogljivosti in značilnosti.
Nianse spajkanja
Poznavanje tehnologije povezovanja avtonomnih komunikacij ni dovolj. Za kakovostno namestitev morate poznati številne značilnosti polaganja in spajkanja stanovanjskih vej. Kako spajkati plastične cevi? Da bi zagotovili strokovno montažo tehnoloških zgradb, se je treba spomniti nekaterih odtenkov povezave:
- Za montažo spajkanja je predviden čas ogrevanja. Ta čas je od 5 do 20 minut.
- Proizvodnja podpore za življenje v hiši je treba izvajati pri temperaturah nad ničlo.
- Po spajkanju koncev je potrebno preprečiti njihovo pomikanje ali premikanje, da dovolj gladko odpravite popačenja. Pustiti jih morate, da se ohladijo. Pomikanje spajkalnega šiva lahko v prihodnosti pušča. Za ohlajanje je potreben enak čas kot za spajkanje.
- Zahtevana moč orodje za spajkanje- 1200 W.
- Domači spajkalniki so zasnovani za spajkanje žic s premerom do 32 cm Če morate sestaviti izdelke velikega premera, potem kupimo profesionalno napravo za spajkanje.
- Med robom cevovoda in notranjim navojem fitinga ne sme biti reže. Vrzeli lahko povzročijo puščanje visok pritisk voda. Prekomerna sila pri stiskanju elementov lahko povzroči zmanjšanje zračnosti v votlini in poslabša delovanje celotne konstrukcije.
- Preostanek materiala je treba odstraniti iz šob po vsakem proizvedenem pakiranju. Ker imajo šobe posebno prevleko, je treba usedline ogljika odstraniti z leseno napravo, da ne poškodujete celovitosti površine. Praske na površini šobe bodo poslabšale tehnološke lastnosti naprave in jo naredile neuporabno za nadaljnje delovanje.
Se sprašujete, kako narediti ogrevanje?

Vgradnja oskrbe s toploto ima številne težave. Naprava ogrevalnih modelov se lahko izvaja v prostorih z nizkimi temperaturami, kar otežuje postopek spajkanja. Za oskrbo s toploto se sistemi razvijajo glede na temperaturo vode, ki se dovaja v sistem, in delovni tlak. Uporaba plastike v gradbeništvu je povečala produktivnost in znižala stroške potrebnega materiala.
Cevi za ogrevanje so ojačane s steklenimi vlakni, zaradi česar je ta material močan in vzdržljiv.
Zdravje in delovni pogoji
Pri opravljanju del v zvezi z ogrevanjem spojev toplovoda upoštevamo varnostna pravila za preprečevanje poškodb in opeklin:
- Spajkamo v posebnih zaščitnih rokavicah.
- Spremljamo čistočo tal v prostoru. Umazanija bo negativno vplivala na kakovost varjenja in videz celotno strukturo.
- Spajkalnik je nameščen na ravno vodoravno površino.
- Z delom je treba začeti, ko se naprava popolnoma segreje, po izklopu indikatorja pripravljenosti za delo.
- Palnika ne izklapljamo iz električnega omrežja skozi celotno inštalacijo.
Spajkanje plastičnih cevi z lastnimi rokami je enostavno. Postopek spajkanja ne zahteva strokovnih veščin ali izkušenj. Vsakdo lahko namesti omrežja za vzdrževanje življenja v svojem domu. Obvezna sestava zahtevanega orodja vključuje samo spajkalno napravo. Preostala pomožna orodja je mogoče zamenjati z improviziranimi sredstvi, rezalnik cevi z ostrim nožem. Cevovod iz polietilenskih konstrukcij in PVC je zanesljiv, vzdržljiv in okolju prijazen sistem za oskrbo z vodo in ogrevanje.
Spajkanje polipropilenskih cevi poteka v dokaj kratkem času, to je najbolj privlačna stran polipropilenske cevi. Zaradi nizke cene, izdelave in enostavnosti spajanja je zavzel vodilno mesto med cevmi iz konkurenčnih materialov. Uporablja se predvsem za polaganje vodovodnih in delno toplotnih inženirsko omrežje. In naj se moč umakne komunikaciji iz kovinske cevi, toda pri začetku popravil v stanovanju ali hiši se daje prednost temu materialu. Cevi so zanesljivo, trdno in hitro povezane s spajkanjem v nekaj minutah.
Polipropilenske cevi postajajo vse bolj priljubljene zaradi enostavne namestitve in zanesljivosti.
Vrste polipropilenskih cevi
Plastika, ki se uporablja za izdelavo izdelka, je visoke trdnosti. Ne rjavi, ne nabira soli in nanj se ne lepi vodni nanos. Mreže, sestavljene iz polipropilena, so zasnovane za dolgoročno storitev (do 50 let). Dejansko življenjska doba cevovodov ni omejena, če ni preseženih tehničnih obratovalnih pogojev za temperaturo ali tlak. Material delov lahko dolgo časa deluje pri dovolj visokem tlaku pri nizki temperaturi tekočine in obratno.

Polipropilenske cevi se proizvajajo v štirih barvnih vrstah, barva ne pomeni nič drugega kot barva. Polipropilen je dovoljen za uporabo v vodovodnih, kanalizacijskih in ogrevalnih sistemih. Dovoljeno je kombinirati plastiko s kovino, narediti prehode.
Izdelki iz polipropilena so razdeljeni v kategorije: PN10 - ta kategorija je določena za izdelke s tankimi stenami. Uporaba je omejena na delovne temperature 45° in za hladno vodo. PN16 - kategorija dovoljena za uporabo v cevovodih z visokim pritiskom hladna voda ali pri sistem ogrevanja brez pritiska. PN20 je najbolj vsestranska možnost, ta kategorija se uporablja tako za hladno kot vroča voda– do 80°. PN25 je ojačana kategorija polipropilenske cevi, v sestavo je vnesena aluminijasta folija, zaradi česar se uporaba razširi na temperaturo 95 °.
Nazaj na kazalo
Tehnologija spajkanja polipropilenskih cevi
V skladu s tehničnim priročnikom za varjenje na polipropilenskih ceveh, če so premeri cevi, ki jih je treba priključiti, manjši od 63 mm, se uporablja varjenje vtičnic. Na stičišču je nameščen fiting, to je poseben del, na katerega sta privarjeni obe cevi. Za cevi s premerom, večjim od navedenega, fiting ni potreben, so sočetno varjene. Takšna povezava velja za bolj zanesljivo.
Proizvaja ročni varilni stroj - "železo".
Kadar se varjenje izvaja na ceveh od 40 mm in več, je bolje uporabiti varilne stroje s centrirno napravo.
Delo je nekoliko težje, a potrebno.
Varilni stroj je zasnovan takole: ima posebne odstranljive šobe za cevi, ki se ogrevajo z elektriko. Šobe so narejene kot tulec, ki topi zunanji rob cevi ali segreva notranjost delov, ki jih je treba spojiti.
Šobe so izdelane v različnih premerih - od 14 do 63 mm. Da preprečimo gorenje, so sami grelni deli prevlečeni s teflonom. Med varjenjem naj bo šoba vedno čista. Po vsakem varjenju je potrebno izbrisati sledi plastike, po možnosti s posebnimi krpami ali lesenimi strgali. Očistiti je treba, preden se grelni element popolnoma ohladi, poskus čiščenja hladnih elementov lahko uniči teflonsko plast.

 Ali ureaplazma prehaja sama (ali lahko prehaja sama)?
Ali ureaplazma prehaja sama (ali lahko prehaja sama)? PCR analiza za odkrivanje klamidije Chlamydia PCR kako narediti
PCR analiza za odkrivanje klamidije Chlamydia PCR kako narediti COC z različnimi dnevnimi odmerki: kako izbrati, pregled najboljših zdravil
COC z različnimi dnevnimi odmerki: kako izbrati, pregled najboljših zdravil Ureaplasma parvum: značilnosti, testi, simptomi pri ženskah in moških, kaj je nevarno, ali je treba zdraviti
Ureaplasma parvum: značilnosti, testi, simptomi pri ženskah in moških, kaj je nevarno, ali je treba zdraviti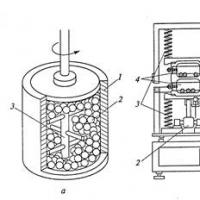 Osnovne tehnologije za pridobivanje nanomaterialov
Osnovne tehnologije za pridobivanje nanomaterialov Kako povedati čas v angleščini?
Kako povedati čas v angleščini? Uvod v multivariatno statistično analizo
Uvod v multivariatno statistično analizo