Îndoiți țeava de profil acasă fără un îndoit de țevi în mai multe moduri. Îndoiți o țeavă de profil acasă Faceți arcuri dintr-o țeavă de profil
Specializare: Capital lucrari de constructie(punerea fundației, ridicarea pereților, realizarea acoperișului etc.). Lucrari de constructii interioare (montaj comunicatii interne, finisaje brute si fine). Hobby-uri: comunicare mobilă, tehnologii înalte, echipamente informatice, programare.
Recent mi-a trecut prin cap să fac un foișor din metal laminat zona suburbana, dar nu simplu, ci cu volane și îndoituri la modă pentru a se lăuda prietenilor și cunoscuților și a le surprinde cu ceva. Pentru aceasta, erau necesare piese îndoite, dar nu am adus un îndoit de țevi din oraș și nu am vrut să merg după ea (am luat deja puțin coniac pentru dispoziție). Prin urmare, a trebuit să ies din situație și să decid cum să îndoi țeava de profil acasă.
Caracteristici ale conductelor de profil de îndoire
Dacă ați început recent să faceți ceva prin casă cu propriile mâini, este posibil să nu înțelegeți importanța problemei. Într-adevăr, ceea ce este greu acolo: putrezește-ți-l cu un ciocan în orice direcție și atât.

Cu toate acestea, nu este atât de ușor să dai unei țevi profilate o configurație netedă și curbă, păstrând în același timp toate caracteristicile sale tehnice. Acest lucru se face de obicei cu un instrument special sub presiune, într-un mod rece sau fierbinte.
Concluzia este că două forțe acționează simultan asupra unui profil dreptunghiular la îndoire:
- compresie - din interior;
- întinderea – din exterior.
Ca urmare, apar mai multe dificultăți, din cauza cărora lăcătușul vine cu diverse trucuri pentru îndoirea țevilor:
- Metalul laminat în procesul de acțiune mecanică își poate schimba forma, precum și pierde alinierea părți separate. Ca urmare, marginile piesei se vor afla în planuri diferite, ceea ce nu va permite utilizarea acesteia în timpul instalării.
- Peretele exterior, care este întins în timpul procesului de îndoire, poate să nu reziste la sarcina mecanică și la fisurare, pierzând rezistența necesară.
- Peretele interior, dimpotrivă, se va contracta incorect și va forma pliuri, care seamănă cu o țeavă ondulată în aspectul lor.

În principiu, m-am întâlnit în mod repetat cu cazuri în care o piesă de prelucrat îndoită incorect este pur și simplu zdrobită, după care poate fi aruncată doar în fier vechi. Acest lucru duce la o creștere nejustificată a costurilor de construcție, care este similară cu moartea pentru un proprietar zelos.
De aceea, nu ar trebui să vă grăbiți imediat în lupta cu tăierile de țevi, ci să studiați tehnologiile de îndoire a țevilor. Și ei, apropo, depind direct de specificații inchiriere folosit. Vreau să vorbesc despre asta în continuare, astfel încât să înțelegeți întreaga mecanică a procesului.
Influența caracteristicilor materialelor asupra alegerii metodei de îndoire
Dacă nu știți încă, atunci vă informez că conceptul de „țeavă de profil” include țevi de toate formele geometrice, inclusiv cele rotunde. Dar pentru ușurință de înțelegere, se obișnuiește să numiți numai produse de următoarele forme:
- pătrat;
- dreptunghiular;
- oval;
- oval plat.

Acest lucru se datorează faptului că o țeavă rotundă metalică este utilizată pentru proiectarea sistemelor de transport de apă și gaz, deoarece este ideală pentru aceasta și are pereți puternici care pot rezista bine la o presiune semnificativă.
Țevile de alte forme sunt mai folosite în construcții pentru a crea diverse structuri și mobilier de design. Mai departe, voi vorbi doar despre țevi pătrate, deoarece o să le folosesc pentru construcție.
Deci, există și multe țevi pătrate în magazin. Ele diferă unele de altele prin secțiune transversală și grosimea peretelui. Și acești doi parametri, la rândul lor, afectează unghiul minim la care metalul laminat pătrat poate fi îndoit fără a-l deteriora.

Nu vreau și nu voi intra acum în subtilități și caracteristici inginerești de care meșterii de acasă nu au nevoie degeaba. Pot spune doar că, pentru a determina raza minimă de îndoire, trebuie să cunoașteți secțiunea transversală a țevii.
Raza este definită astfel:
- pentru țevi subțiri, a cărei secțiune transversală nu depășește 20 mm, conducta trebuie să fie îndoită într-o secțiune de 2,5 ori mai mare decât înălțimea profilului;
- la tevi groase, indoirea trebuie facuta intr-o sectiune de 3,5 ori mai mare, altfel metalul se va crapa la exterior sau se va sifona la interior.

Pentru grosimea peretelui. Personal, nu sfătuiesc îndoirea țevilor mari cu pereți prea subțiri, altfel piesele își vor pierde alinierea.
Este mai bine să folosiți o râșniță și o mașină de sudură.
Înainte de a îndoi țeava de profil, va fi util să știi că țevile din oțel carbon pe care le folosești tind să se retragă puțin, adică să revină la forma după ce impactul se oprește. Prin urmare, pentru a îndoi conducta sub raza dorită, trebuie luată în considerare plasticitatea, făcând îndoirea puțin mai mare decât este necesar conform desenului sau modelului.
Metode de îndoire a țevilor
În general, am decis că este suficient să vă încărcați capul cu teorie (deși nu vă puteți descurca fără ea). Prin urmare, voi merge direct la cum să îndoi o țeavă de profil acasă.
Destul de des în practica mea, am îndoit țevi de profil, în timp ce încălzim curba cu o pistoletă. Temperatura ridicată crește plasticitatea materialului și reduce riscul de deteriorare a piesei.

Dar dacă pentru construcție utilizați metal laminat subțire de o secțiune mică, nu trebuie să recurgeți la trucuri suplimentare. Țevi pătrate și astfel vor lua forma de care aveți nevoie. Desigur, dacă abordați această problemă cu priceperea cuvenită.
Nu pot să vă dau sfaturi clare despre când să folosiți căldura și când nu. Voi spune doar că curentul regulamente de construcție se prevede ca incalzirea unei conducte rotunde (nu patrate) este obligatorie daca diametrul acesteia depaseste 10 cm.
Cu toate acestea, voi da propriile mele considerații, care s-au dezvoltat ca urmare a multor ani de muncă pe șantiere:
- daca sectiunea conductei nu depaseste 1 cm nici macar nu as mentiona nicio incalzire;
- în cazurile în care secțiunea transversală a țevii este mai mare de 4 cm, aș sfătui totuși să folosiți o pistolet pentru a nu strica metalul laminat scump;
- între cele două extreme de mai sus, decideți singuri.

Puteți încerca să îndoiți țeava ținând un capăt într-o menghină. Dacă, la aplicarea forței, țeava se îndoaie ușor și nu se șifonează, nu o puteți încălzi. Dacă este greu de îndoit, încălziți-l. Îți voi spune despre asta și despre felul acesta.
Îndoirea la cald a țevilor profilate
Voi începe cu îndoirea la cald, ca mai dificilă. Pentru a evita deformarea țevii, cavitatea acesteia trebuie umplută cu nisip. În acest caz, veți obține un detaliu, aspect care va satisface chiar și cel mai strict maestru OTC (inspirat din trecut).

Procesul de îndoire la cald a unei țevi profilate este următorul:
- Din bucăți de lemn potrivite (iau două blocuri) măcinați două dopuri care sunt potrivite ca dimensiune pentru conducta existentă. Ar trebui să se potrivească perfect în găurile laterale ale piesei și să nu atârne.
- Apoi, pe partea laterală a dopurilor, selectez mici caneluri prin care gazele fierbinți și o țeavă metalică îndoită vor fi aerisite spre exterior.
- Secțiunea care va fi îndoită este precoacetă.
- Apoi pregătesc umplutura, al cărui rol îl joacă nisipul pur de râu (deși, în principiu, se poate folosi orice nisip cu granulație fină).

Nisipul este turnat în țeavă conform următoarei scheme:
- Astup un capăt al țevii cu un dop;
- Am precalcinat nisipul cu un suflator;
- Turnez nisip într-o piesă de prelucrat instalată perpendicular pe sol sau în unghi;
- în timp ce adorm, bat pe țeavă, astfel încât boabele de nisip să fie distribuite uniform, fără a lăsa goluri;
- după ce golul este complet umplut, închid al doilea capăt al țevii cu un dop.
Recomand cernerea nisipului înainte de utilizare, scăpând de pietriș și pietricele mici. Mai întâi trebuie să folosiți o sită mare, apoi una fină, cu dimensiunea ochiului de 0,7 mm, pentru a scăpa de particulele de praf.
Dacă nu se face acest lucru, nisipul se va coace în interiorul țevii și va fi problematic să-l turnați de acolo.
- După ce am umplut umplutura, trec la îndoire. Pentru a face acest lucru, prind piesa de prelucrat cu un capăt într-o menghină și marchez cu cretă locul care va trebui să fie îndoit. Piesa trebuie fixată astfel încât cusătura de sudură a țevii (dacă nu este fără sudură) să fie pe lateral. În caz contrar, poate să spargă.
- Cu un suflator, încălzesc zona dorită până la o culoare vișinie închisă și dau țevii forma dorită. Acest lucru ar trebui făcut cu o mișcare rapidă, dar lină, asigurându-vă că îndoirea se face în același plan.

- După ce metalul se răcește, scot dopurile și turn nisipul din țevi. Dacă bare de lemn Nu le pot doborî, le ard cu o pistoletă.
Vă voi avertiza imediat că această metodă este potrivită dacă trebuie să îndoiți piesa de prelucrat sub o anumită rază (nu foarte mare) într-un singur loc. Adică, metalul va trebui încălzit o singură dată.
În caz contrar, fluctuațiile constante de temperatură vor încălca rezistența metalului laminat și piesa poate pur și simplu să spargă.
Îndoire la rece
Este posibil să îndoiți o țeavă profilată fără a o încălzi cu sau fără umplutură. Dacă secțiunea piesei nu depășește 10 mm, puteți face fără a umple cavitatea. Este mai bine să turnați nisip într-o țeavă mare.
Uneori, țevi profilate le-am îndoit folosind un arc dens de dimensiunea potrivită. Se așează în cavitatea țevii, după care se îndoaie la unghiul dorit, fără teama de deplasare a axelor piesei.

În acest caz, este important să alegeți dimensiunea corectă a arcului. Ar trebui să intre strâns în țeavă, dar să se miște liber. În caz contrar, este posibil ca această parte să nu fie disponibilă.
Dacă trebuie să îndoiți conducta la raza dorită și nu aveți la îndemână nicio pistoletă, vă sugerez să folosiți o altă metodă, la care a trebuit să recurg și eu. Pentru a-l implementa, veți avea nevoie de o râșniță cu disc pentru tăierea metalului și o mașină de sudură.
Schema de lucru este următoarea:
- Este necesar să se calculeze în avans raza îndoirii țevii și segmentul care va fi îndoit.
- Tăieturile trebuie făcute pe toată lungimea acestei secțiuni pe o parte, lăsând o parte a țevii intactă. Numărul acestor tăieturi depinde de cât de mică trebuie să fie raza de îndoire.
- După aceea, datorită tăierilor rezultate, puteți îndoi cu ușurință piesa ținând un capăt într-o menghină.
- Următorul pas este sudarea zonelor deteriorate folosind o mașină de sudură electrică sau cu gaz.
- Odată ce cusăturile s-au răcit, acestea pot fi curățate și sudate.

Utilizarea echipamentelor speciale
Toate metodele descrise mai sus pot fi utilizate dacă există o cantitate mică de muncă de făcut. Cu toate acestea, atunci când dați o îndoire lină unui număr mare de piese, va trebui să utilizați echipamente specializate. Puteți să vă faceți singur, să cumpărați sau să închiriați.
Vă voi spune despre asta puțin mai detaliat, deoarece există destul de multe întrebări de acest gen, așa că consider subiectul relevant.

Cele mai simple îndoit manual de țevi
La un moment dat, a trebuit să îndoiesc o cantitate considerabilă de metal laminat, așa că chiar și din mână pot da multe exemple de dispozitive simple de îndoit. După cum am spus, mecanismul specific depinde de secțiunea țevii, grosimea peretelui și raza de îndoire necesară.
Pentru meșterii de acasă care au decis să construiască o structură arcuită din țevi profilate, le ofer următoarele opțiuni:
- Țevile profilate subțiri pot fi îndoite folosind o placă de oțel orizontală cu găuri. În ele sunt introduse știfturi, care joacă rolul de opritoare atunci când dau piesei de prelucrat forma dorită.

Este necesar să plasați țeava între opritoare și să o îndoiți la unghiul dorit. Trebuie să începeți de la mijlocul piesei și să treceți la margini. Ca urmare, este posibil să îndoiți țeava, dar nu veți obține forma ideală și va trebui să aplicați multă forță.
- Recomand îndoirea țevilor de grosime medie cu ajutorul rolelor interconectate ca o mașină Volnov. În acest caz, piesa trebuie fixată într-o menghină, iar apoi piesa de prelucrat trebuie îndoită folosind role speciale.
Calitatea îndoirii este mai bună decât tehnologia descrisă în primul paragraf. Cu toate acestea, având în vedere grosimea și secțiunea transversală a piesei de prelucrat, trebuie să fii un atlet puternic pentru a îndoi piesele. Mai ales dacă sunt foarte mulți.

- Pentru a îndoi piesele pe o rază mică (de exemplu, arcade pentru un foișor), puteți utiliza modele de casă, cu o canelură la capăt și un guler pentru care este agățată țeava.

Ca în toate cazurile anterioare, îndoirea necesită un efort fizic considerabil. Dar piesa ia forma ideală, datorită configurației probei.
placa de îndoire
Dacă vă place bricolaj-ul și folosiți adesea țevi modelate, vă recomand să vă acordați timp pentru a realiza o placă de îndoire staționară care vă va ajuta să îndoiți orice țevi pătrate și dreptunghiulare la unghiul dorit.
Poate lua forma unui panou mobil, care este atașat cu cleme pentru a funcționa. suprafata de lucru. De asemenea, placa poate fi sudată pe un canal sau șină, betonată în podeaua atelierului.

Schema pentru fabricarea unei plăci de îndoire universală este următoarea:
- Baza pentru fixare va fi o placă metalică groasă. Este mai bine să luați metal mai gros, astfel încât dispozitivul să nu se deformeze la îndoirea țevilor groase de secțiune transversală mare.
- Este necesar să tăiați sau să găuriți mai multe găuri în placă, unde să introduceți șuruburile, care vor servi drept opritoare pentru îndoirea țevilor la unghiul dorit.
- Raza de îndoire a țevii în timpul funcționării poate fi reglată cu duze cu un diametru adecvat, care sunt puse pe șuruburi.
- Pentru a menține alinierea pieselor de prelucrat în timp ce lucrați la ele, puteți instala o altă placă care împiedică îndoirea piesei într-un alt plan.
Mandrină pentru îndoirea țevilor
Acest accesoriu de lăcătuș este folosit pentru prelucrarea țevilor a căror secțiune transversală nu depășește 2,5 cm.Pentru a-l realiza, veți avea nevoie de un banc de lucru și de un spațiu liber mare în jurul acestuia. Pe o margine a suprafeței de lucru a bancului de lucru, trebuie să găuriți o mulțime de găuri locuri diferite care sunt necesare pentru fixarea șuruburilor de sprijin.

În plus, veți avea nevoie de o bucată de placaj gros, de-a lungul căreia piesa de prelucrat va fi îndoită. Forma piesei după prelucrare se va potrivi exact cu diametrul de-a lungul căruia a fost tăiat placajul.
Dezavantajul acestei soluții este că trebuie să schimbați șablonul de fiecare dată când trebuie să îndoiți țeava pe o rază diferită.
Schema de lucru cu un astfel de dorn este cât se poate de simplă:
- Capătul țevii este fixat între șurub și dorn (model), care, la rândul său, este atașat strâns de bancul de lucru folosind mai multe cleme.
- După aceea, trebuie doar să îndoiți țeava, sprijinindu-l pe model.
- Dacă piesa de prelucrat este scurtă, se poate pune la capăt o țeavă de secțiune (sau diametru) mai mare, care va juca rolul unei pârghii.
Mașină de îndoit manual
Dacă aveți de gând să vă deschideți propria afacere pentru fabricarea de structuri arcuite din țevi de profil, toate dispozitivele de fixare manuale nu vă vor potrivi. După câteva zile de muncă, mâinile îți vor cădea pur și simplu, așa că este mai bine să mecanizezi întregul proces imediat.

Pentru îndoirea țevilor în acest caz, este mai bine să utilizați o mașină de îndoit de casă sau achiziționată, constând din două role fixe și una mobilă. Prin ajustarea poziției acestuia din urmă, puteți modifica raza de îndoire a unei țevi pătrate sau dreptunghiulare. Deși prețul mașinii este destul de mare, vă va economisi o cantitate imensă de timp și efort.
Concluzie
Acum, sper că înțelegeți cum să îndoiți o țeavă de profil fără un îndoit de țevi și folosind echipamente speciale. După cum puteți vedea, dacă cunoașteți câteva secrete și tehnologii, nu este nimic complicat în acest proces. Puteți ajunge în siguranță la muncă.
Și dacă aveți propriile tehnologii pentru îndoirea țevilor pătrate sau dreptunghiulare, vă voi fi foarte recunoscător dacă le veți împărtăși în comentarii.
Puteți obține idei mai creative în ceea ce privește construcția de case și amenajarea terenurilor suburbane din videoclipul din acest articol.
24 iulie 2016Dacă doriți să exprimați recunoștința, adăugați o clarificare sau obiecție, întrebați ceva autorului - adăugați un comentariu sau spuneți mulțumiri!
În procesul de lucru (de obicei destul de neașteptat), poate apărea întrebarea - cum să îndoiți o țeavă de profil acasă? Până în prezent, există mai multe metode destul de eficiente și, dacă aveți o anumită abilitate, puteți face față sarcinii fără a apela la un atelier profesionist.
Metoda 1. Utilizarea mașinilor de îndoit țevi
Când vorbim despre îndoirea țevilor de profil, cel mai adesea ne referim la formarea unui arc cu o anumită rază dintr-o piesă de prelucrat. Cu cât această rază este mai mare, cu atât sarcina noastră este mai ușoară, deoarece în acest fel cavitatea internă va fi supusă unei deformări mai mici ().
Notă! Îndoirea țevilor rotunde și formate în unghi drept nu va funcționa: o rupere este aproape garantată. În acest scop, fie o îmbinare sudată, fie adaptoare speciale sunt de obicei folosite pentru a conecta două segmente separate.

Dacă nevoia de fabricare a arcurilor apare destul de regulat, atunci merită să cumpărați o mașină de formare manuală sau staționară. Este un dispozitiv cu mai multe role care actioneaza asupra piesei de prelucrat, conferindu-i forma dorita.
Instrucțiunile de lucru la un îndoit de țevi sunt destul de simple:
- Detaliu marimea corectaîl punem în mașină și îl fixăm în suporturi.
- Pornim motorul electric sau începem să întoarcem mânerul.
- Rolele de lucru deplasează axa țevii în direcția îndoirii, în timp ce întind simultan unul dintre pereți.
- Un șablon de îndoire acționează pe peretele opus, dând piesei de prelucrat forma dorită.
- Pentru a reduce deformarea cavității interne, se folosește adesea stabilizarea hidraulică: marginile piesei sunt închise cu dopuri, iar lichidul este pompat în interior sub presiune ușoară.

Pentru a crește eficiența tuturor operațiunilor, merită să respectați următoarele reguli:
- Cu cât procesăm mai lent, cu atât este mai mic riscul de rupere sau deformare necontrolată a pieselor.
- Când lucrați, ar trebui să țineți cont de restricțiile privind grosimea peretelui și secțiunea țevii care sunt relevante pentru modelul mașinii dvs.
- Țevile groase sunt cel mai bine îndoite în fabrică după preîncălzire: prin creșterea ductilității metalului, calitatea prelucrării este îmbunătățită.
Prețul electrocasnicelor de acest tip începe de la aproximativ 100 USD. De aceea, pentru prelucrarea unui număr mic de piese, puteți fie să închiriați mașina pentru câteva zile, fie să apelați la serviciile unui artizan.
Remedii populare
Metoda 2. Tunderea și sudarea

Cu toate acestea, un îndoit de țevi nu este întotdeauna la îndemână. De aceea, orice meșter ar trebui să învețe în avans cum să îndoiască o țeavă de profil acasă, folosind unelte mai comune.
Dacă integritatea cavității interne nu este critică pentru noi, puteți folosi o polizor unghiular și o mașină de sudură:
- Aplicăm marcaje pe piesă, evidențiind zona de-a lungul căreia va trece linia de îndoire.
- Din interior, folosind o râșniță cu disc de tăiere, facem mai multe tăieturi de cel puțin 3/4 secțiuni.
- Ținând capetele piesei, formăm o îndoire.
Sfat! dacă este necesar, tăiați excesul de metal cu aceeași râșniță.
- Fixăm piesa de prelucrat în șablon și sudăm marginile tăieturii.
- După ce metalul s-a răcit, schimbăm discul de șlefuit cu unul de șlefuit și lustruim suprafața tratată.

Metoda 3. Arc interior
Dacă menținerea integrității pereților este fundamentală, atunci pentru a finaliza sarcina în fața noastră, trebuie să facem un izvor special cu propriile noastre mâini:

- Luăm sârmă de oțel cu un diametru de până la 4 mm. Cu cât pereții țevii sunt mai groși, cu atât sârma trebuie să fie mai puternică.
- Folosind un semifabricat solid din oțel, înfășurăm un arc pătrat. Selectăm dimensiunea laturii pătratului în așa fel încât structura rezultată să poată trece cu ușurință în cavitatea internă a țevii.
- Așezăm arcul în zona de îndoire, după care încălzim piesa cu un pistol.
- Folosind un șablon sau un semifabricat rotund de un diametru adecvat, formăm un arc. În acest caz, arcul din interior va proteja piesa de rupere și va păstra profilul acesteia.
Această tehnică este destul de laborioasă, deoarece fabricarea arcului necesită mult timp și efort. Pe de altă parte, inserția elastică poate fi utilizată în mod repetat, astfel încât metoda descrisă este destul de potrivită pentru lucrări la scară largă.
Metoda 4. Umplerea cu nisip sau apă
Dacă nu există un fir de oțel adecvat la îndemână și necesitatea de a face un arc dintr-o țagle tubulară este destul de acută, merită să utilizați una dintre metodele care implică umplerea internă.
Lichidul poate fi folosit ca umplutură:
- Înainte de a îndoi o țeavă de profil din cupru cu pereți subțiri (uneori sunt folosite în sistemele de încălzire), îi umplem cavitatea cu apă, închizând ermetic ambele capete.
- Dupa turnare, scoatem produsul la rece sau il punem la congelator. Așteptăm până când apa este complet înghețată.
- Folosind un semifabricat sau un șablon, îndoim țeava, după care scoatem dopurile și scurgem apa.

În sezonul cald, precum și la prelucrarea pieselor cu pereți groși, înlocuim apa cu nisip:
- Cernem materialul, îndepărtând toate impuritățile, apoi îl aprindem cu grijă pe foc.
- Astupăm o margine a piesei de prelucrat cu un dop de lemn.
- Turnăm nisip uscat în cavitate, compactând-o cu grijă, lovind pământul sau un banc de lucru.
- Instalăm un dop la celălalt capăt al piesei și executăm îndoirea. Dacă nu vă grăbiți, atunci nisipul, prin menținerea presiunii interne, nu va permite formarea unei fracturi interne.

Concluzie
Dacă lucrați cel puțin periodic cu metal, atunci trebuie să știți cum să îndoiți o țeavă de profil fără un îndoit de țevi. Desigur, toate metodele descrise nu pot înlocui pe deplin calitatea echipament profesional, dar într-o situație critică sunt capabili să vină în ajutor, permițându-le să rezolve sarcina cât mai repede posibil ().
Țevile profilate sunt indispensabile în procesul de asamblare a cadrelor pentru structurile de construcție. Sere, diverse sere, foișoare și alte obiecte sunt construite cu ajutorul lor rapid și eficient. Totuși, totul nu este atât de simplu.
Pentru a îndoi o astfel de țeavă, trebuie să utilizați un echipament special scump, pentru care nu este întotdeauna acceptabil stăpânul acasă. Să vorbim despre cum să îndoiți o țeavă de profil acasă.
O țeavă de profil este considerată a avea o secțiune transversală diferită de una rotundă. Poate fi dreptunghiular, oval, hexagonal sau pătrat. Țeava are o rezistență sporită, deoarece marginile ei preiau rolul de rigidizări.
Produsele de profil fac față sarcinilor semnificative de încovoiere, datorită cărora sunt buna alegere pentru ridicarea cadrului metalic al clădirilor din în diverse scopuri.
Materia primă pentru producerea țevilor de profil devine cel mai adesea oțel aliat înalt sau slab aliat. În funcție de metoda de fabricație, se disting țevile fără sudură sudate electric, laminate la rece și laminate la cald.
Produsele diferă prin grosimea peretelui și înălțimea profilului. Astfel de țevi pot fi folosite pentru a realiza diverse piese sub formă de cadre, scări și balustrade. Cel mai adesea, o țeavă de profil este utilizată în construcție pentru construcția de structuri arcuite și ca înlocuitor pentru o bară de fier în construcția cadrelor.
Abilități de îndoire țeavă de profil util pentru meseriașii acasă care doresc să echipeze independent o zonă suburbană:
Galerie de imagini
Cele mai simple dispozitive pentru îndoirea la rece
Luați în considerare cum să faceți în mod independent două dispozitive foarte simple care vă vor ajuta să îndoiți o țeavă de profil.
dorn de profil
Baza adaptării va fi un banc de lucru. Este important ca nu numai zona de lucru dar și spațiul din jur erau libere. Pentru a fixa dornul, va trebui să faceți mai multe găuri distanțate într-o margine a mesei mesei de lucru.
De fapt, dornul sau șablonul este realizat din placaj. Cu toate acestea, această opțiune este acceptabilă numai dacă urmează să fie executate mai multe părți.

Cel mai simplu dorn pentru o țeavă este fabricat din placaj gros sau placă. Acest șablon este suficient pentru mai multe coturi
Dacă trebuie să te îndoi un numar mare dețevi conform acestui șablon, dornul este cel mai bine realizat dintr-un colț de oțel. În unele cazuri, produsul de profil trebuie să fie îndoit în unghiuri diferite.
Pentru o astfel de muncă, veți avea nevoie de mai multe șabloane simultan, care ar trebui pregătite în avans. Înainte de a începe lucrul, dornul este atașat ferm de bază cu cleme.
Țeava care urmează să fie îndoită este fixată în siguranță de marginea sa. Apoi se face îndoirea. Operația se efectuează fără probleme, fără smucituri ascuțite. Forța aplicată țevii ar trebui să crească treptat. În procesul de îndoire, piesa ia forma unui dorn. Acest lucru va necesita un efort considerabil.
Placă de îndoire avansată
Acesta este un dispozitiv multifuncțional convenabil care vă permite să efectuați îndoirea de înaltă calitate a profilului cu propriile mâini. Dispozitivul este o placă de bază metalică solidă montată pe un piedestal. Acesta din urmă este fixat de podeaua atelierului cu ajutorul șuruburilor de fixare.
Set de dornuri din otel pentru diferite raze
Placaj semifabricate de unică folosință
Mandrin pentru teava cu profil ingust
Ca opțiune, puteți lua în considerare un dispozitiv similar montat pe un banc de lucru. După muncă, placa de îndoire este ușor de demontat și îndepărtat, sau o puteți folosi ca suport pentru alte operațiuni de instalații sanitare.
Pentru a realiza un astfel de dispozitiv, aveți nevoie de o placă metalică groasă. Este sudata pe un suport telescopic. Pentru opritoarele de îndoire se fac două găuri pe placa de bază.
În ele sunt plasate șuruburi. Pe ele sunt puse și fixate duze cu diferite raze, ceea ce vă permite să îndoiți țevile după cum aveți nevoie. O placă de presiune este tăiată din tablă de oțel groasă.

Este de dorit să echipați placa de îndoire cu o placă de presiune din metal durabil. Vă va permite să mențineți alinierea piesei de profil în timpul procesului de îndoire.
Utilizarea sa este obligatorie, astfel încât alinierea părții îndoite să nu fie perturbată, deoarece îndoirea unei țevi de profil fără un îndoitor de țevi o poate deforma accidental în două direcții diferite. Placa este fixată deasupra duzelor pe șuruburi de oprire.
Cel mai simplu mod de a îndoi o țeavă de profil:
Există destul de multe moduri de a îndoi manual țevile profilate. Și toate au un dezavantaj comun: este nevoie de un efort foarte mare pentru a le îndoi. Este posibil ca un maestru nepregătit fizic să nu poată face față unei astfel de lucrări. Îndoirea pieselor folosind dispozitive specializate este mult mai ușoară, mai precisă și nu necesită mult efort fizic.
Problema este că costul unui astfel de echipament este destul de mare. Prin urmare, cumpărarea unui dispozitiv numai pentru a efectua o singură lucrare este, desigur, neprofitabilă. Cel mai bun mod- inchiriere de echipamente specializate, care va permite contra unui mic comision obtinerea de produse de profil indoite exact conform sablonului.
O bancă de grădină, curbele netede ale porții de intrare, o verandă decorată cu decor forjat și un arc de grădină - toate aceste elemente fac proprietatea unică și confortabilă, oferă un sentiment de calm și liniște.
Dar acest lucru, numai atunci când ceea ce a fost deja conceput, a fost întruchipat în compoziția finită, dar când în procesul de creativitate apare întrebarea - cum să îndoiți profilul într-o dispoziție emoționantă este foarte, foarte departe.
Și, deși alte tehnologii, cum ar fi sudarea electrică sau tăierea metalelor, pot fi învățate prin simpla cumpărare a unui invertor obișnuit sau a unei polizoare cu un set de roți de tăiere și smirghel, pentru ca o țeavă de profil să dobândească o îndoire grațioasă, nu trebuie să aveți nevoie. doar pentru a avea echipamente speciale în arsenalul tău - un îndoit de țevi, dar și pentru a avea o anumită idee despre cum se schimbă profilul piesei de prelucrat.
Să se bazeze pe faptul că totul va decurge fără probleme și pur și simplu prima dată este destul de naiv, dar, pe de altă parte, numai optimiștii pot învăța din greșelile lor.
Atunci când lucrați cu un material, cum ar fi o țeavă de profil, este important nu numai să înțelegeți procesul de modificare a configurației în sine, ci și să vă imaginați ce schimbări apar în materialul în sine.
O țeavă de profil, și dacă vorbim despre o țeavă de profil cu o secțiune dreptunghiulară sau pătrată convențională, are puțin diferită de o țeavă rotundă convențională:
- Prima este o caracteristică a producției, o țeavă de profil este practic o structură sudată, realizată prin tragere la cald sau la rece, urmată de unirea marginilor piesei de prelucrat prin sudare.
- În al doilea rând, secțiunea în sine are o grosime neuniformă a peretelui. Pentru o astfel de formă, este caracteristică o îngroșare semnificativă, de până la 30%, a metalului în colțurile dreptunghiului.
- În al treilea rând, cu eforturi simple de a aplica forța la locul de îndoire, o puteți rupe rapid, pur și simplu, deoarece atunci când este deformată prin îndoire, într-o astfel de formă, una dintre laturi suferă compresie, una este întinsă, dar cele două părți ale profilului au o deformare combinată - într-o secțiune îngustă, profilul este întins și se micșorează în același timp.
Și, prin urmare, înainte de a îndoi singur țeava de profil, pentru a obține dimensiunea și forma corectă, dorită a piesei de prelucrat, trebuie să aveți grijă cel puțin să folosiți chiar și cele mai primitive, dar extrem de echipamentul necesar pentru îndoirea țevilor.
Principalele metode de îndoire a unei țevi de profil
Înainte de a îndoi o țeavă de profil acasă, chiar folosind ceva mecanizare sau simplă Unelte de mana ar trebui să acordați atenție unor metode de lucru cu o țeavă de profil. Pentru un produs separat, de exemplu, o poartă sau cumpărarea de echipamente speciale, nu există niciun sens practic, dar aici este cunoștințele despre cum să dai un profil vedere neobișnuităîncă urmează.
Astăzi, în ceea ce privește țevile cu profil obișnuit care au o secțiune pătrată, dreptunghiulară, complexă și rotundă a țevilor, există mai multe metode de schimbare a formei:
- aplecarea cu un șablon
- îndoit manual de țevi cu role
- îndoitor mecanic de țevi cu rază de îndoire reglabilă
- metoda de curbare la cald
- metoda segmentelor
Utilizarea oricăreia dintre metodele de mai sus face posibilă obținerea formei necesare a profilului, în timp ce calitatea unei astfel de modificări de formă, posibilitatea de a corecta erorile depinde în mare măsură de calificările și capacitatea de a lucra cu metal.
Atenţie! Este foarte important să înțelegeți că, în cazul țevilor profilate, este, de asemenea, necesar să cunoașteți proprietățile metalului de fabricație în sine, de exemplu, pentru țevi din oțelîndoirea este posibilă prin toate metodele, dar pentru cupru există, pe lângă toate metodele enumerate, încă două - metoda apei și îndoirea folosind un cablu flexibil.
În orice caz, experiența cum să îndoiți o țeavă de profil cu propriile mâini, o înțelegere a metodelor de lucru cu țevi de diferite secțiuni transversale și dimensiuni va veni cu timpul, precum și o înțelegere a greșelilor și metodelor făcute. pentru corectarea lor.
Erori la lucrul cu o conductă profilată
Procesul de îndoire a unei țevi de profil nu este altceva decât deformarea unui metal pentru a-i da forma necesară. În același timp, după cum arată practica, în procesul când trebuie să o faci cel mai adesea pot apărea următoarele probleme:
- apariția unor pliuri mici pe suprafața interioară a profilului
- îndoire cu încălcarea axei - torsiune a piesei, îndoire în mai multe planuri
- rupere plană sau sudură
- strivire sau rupere, apariția fisurilor la cot
Astfel de deficiențe apar în principal din mai multe motive:
- profil metalic de calitate scăzută
- alegerea greșită a razei de îndoire
- aplicând prea multă forță
- aplicarea incorectă, multidirecțională a efortului în timpul lucrului
Dar acestea sunt probleme comune atunci când utilizați mașini de îndoit și dispozitive de fixare. Dar cum să îndoiți o țeavă de profil fără cea mai mică experiență și echipament adițional merita considerat.
Într-adevăr, în acest caz, vor apărea mult mai multe probleme, de la simple abraziuni și vânătăi, terminând cu o unealtă spartă și dezamăgire față de proiectul început. Prin urmare, înainte de a continua cu procesul de îndoire a profilului, este necesar să se ia în considerare serios fezabilitatea utilizării elementelor îndoite în proiect.
De la simplu la complex

Când utilizați un profil îndoit, ar trebui să aveți în vedere posibilitatea de îndoire independentă a acestuia.
Înainte de a îndoi o țeavă de profil cu propriile mâini, ar trebui să vă evaluați critic capacitățile și să luați cea mai optimă decizie, să faceți singur munca sau să găsiți o întreprindere în care mașina va efectua acest proces.
Cel mai adesea, acasă, profilele de dimensiuni mici 15 * 15, 20 * 20, 20 * 40 mm sunt teoretic utilizate independent, fără a utiliza mașini și dispozitive, puteți îndoi profilul la o dimensiune de 60 mm, dar aceasta este doar teoretic. Dar utilizarea unei polizoare pentru a îndoi o țeavă de dimensiunea și raza dorită este destul de posibilă.
În practică, acest proces arată astfel:
- un model curbat este decupat din hârtie
- Segmentele sunt tăiate dintr-o bandă de hârtie egală cu grosimea țevii de profil, astfel încât să se obțină raza șablonului necesară ca urmare a îndoirii
- folosind un crater sau un creion, un șablon de hârtie cu decupaje este transferat pe țeavă
- o râșniță cu roți de tăiere subțiri de 1,2 mm grosime face tăieturi corespunzătoare, segmentele sunt îndepărtate
- conducta este îndoită, se verifică raza corectă
- dacă este necesar, sudarea electrică sau cu gaz sudează cusăturile la coturi
Din punct de vedere tehnologic, este cel mai simplu și destul de eficient să dai raza de îndoire dorită unui profil de secțiune mare. Pentru a efectua această operațiune, este suficient să aveți abilități de bază în lucrul cu scule electrice și să calculați corect locurile pentru tăieturi.
Utilizarea șabloanelor pentru îndoirea unei țevi de profil
Pentru a pune în producție formarea mai multor piese identice, în producția lor la scară mică, de exemplu, pentru împrejmuirea unui balcon sau a unei terase, se recomandă utilizarea unei metode de șablon pentru îndoirea unei țevi de profil.
Pentru această operație, este suficient să aveți un număr minim de instrumente și materiale:
- viciu lăcătuș
- ciocan
- șablonul piesei de prelucrat
Procesul general poate fi reprezentat astfel:
- se face un șablon de profil
- fixat într-o menghină
- piesa de prelucrat este fixată într-o clemă specială și apoi trece pentru a da profilului forma necesară

Din punctul de vedere al modului de îndoire a unei țevi de profil acasă, această metodă vă permite să formați numărul necesar de semifabricate de același tip, cu abateri minime de la șablon.
Cel mai adesea, această metodă este folosită pentru a forma piese dintr-o țeavă de profil cu pereți subțiri. mărime mică de la 15 la 40 mm.
Îndoitor universal pentru țevi pentru raze mari
Din punct de vedere al productivității muncii, un îndoit de țevi cu trei role este cel mai potrivit pentru a obține o rază mare de îndoire a unei țevi de profil.
Un astfel de dispozitiv mecanic vă permite să obțineți semifabricate de orice lungime și dimensiune. Simplu ca design și eficient, dispozitivul are o bază de cadru în design, trei arbori montați rigid pe rulmenți cu o transmisie cu lanț dintat.
Pe bază sunt amplasate doi arbori, iar arborele din mijloc, care are o locație superioară, este situat pe un tobogan mobil. Pentru a forma un profil, sania are un șurub care reglează gradul de prindere a piesei de prelucrat.
Conducta de profil este trasă prin arbori, formând treptat raza de îndoire dorită. Prin apăsarea arborelui superior, a îndoire dorită profil.
Printre modalitățile de a îndoi o țeavă de profil, aceasta este metoda cea mai eficientă și de înaltă calitate.
Videoclipul arată cum să îndoiți o țeavă de profil acasă:
În timpul construcției multor structuri, este nevoie de un cadru ridicat din țevi modelate. Pentru a asambla structurile arcuite ale serelor, focarelor, baldachinelor, șopronelor și a altor obiecte, țevile de profil sunt pre-îndoite folosind îndoitoarele de țevi sau îndoitoarele de profile. Cu toate acestea, puteți face fără această unealtă scumpă, înarmată cu o râșniță obișnuită și o mașină de sudură. După ce ați învățat mai multe despre cum să îndoiți o țeavă de profil fără a utiliza un îndoit de profil, puteți decide dacă o cumpărați. Poate, moduri alternativeîndoirea țevilor va fi mult mai dificil de efectuat cantitatea necesară de muncă. La îndoirea țevilor de profil, este important să se evite apariția îndoirilor și fisurilor, precum și aplatizarea acestora.
Acest videoclip arată cât de ușor și relativ rapid puteți îndoi o țeavă de profil cu un îndoit manual de țevi. Realizarea razei dorite se verifica prin masurarea distantei dintre capetele conductei profilate.
Ce unități pot facilita operațiunea?
Opțiunea # 1 - modele compacte de îndoit țevi manual
Achiziționarea de îndoit manual de țevi este recomandabilă numai dacă intenționați să îndoiți o cantitate mică de material. Ca instrument profesional, aceste modele nu pot fi utilizate din cauza productivității scăzute și a necesității unei ajustări aproximative a razei de îndoire a fiecărui produs. Această mașină vine de obicei cu mai multe role interschimbabile, prin intermediul cărora conducta de profil este îndoită, în funcție de dimensiunea secțiunii sale.
Pentru a obține unghiul de îndoire dorit, este necesar să treceți conducta prin mașină de mai multe ori. Totodata, de fiecare data trebuie sa rasuciti manual rola centrala, coborand-o tot mai jos. Rolele laterale rămân în poziție staționară, prin urmare, sub presiunea rolei centrale, profilul metalic este îndoit.
Unul dintre modelele de îndoit manual de profile, care permite îndoirea singură a unei țevi de profil în mai multe rânduri ale unui produs metalic între rolele laterale și centrale
Când lucrează cu un îndoit manual de țevi, o persoană va trebui să depună efort fizic. Echipamentul nu poate fi utilizat pentru îndoirea țevilor profilate a căror secțiune transversală depășește 40 mm.
Opțiunea #2 - îndoit țevi electrice pentru profesioniști
Spre deosebire de îndoiturile manuale de țevi modele electrice asigură îndoirea de înaltă precizie a țevii. Faptul este că raza de îndoire este setată cu o precizie de 1 grad mecanic sau electronic. Utilizarea acestui echipament productiv costisitor vă permite să procesați un număr mare de țevi profilate pe schimb. De obicei, proprietarii de îndoit țevi electromecanice oferă publicului servicii, care ar trebui folosite dacă sunteți mulțumit de costul acestora.

Un îndoit de profile electromecanic instalat permanent în atelier asigură îndoirea precisă a țevilor profilate de diferite secțiuni pe o rază strict specificată
Dezavantajele curbatoarelor electrice de profil includ greutatea mare și costul ridicat, care este inaccesibil pentru cumpărătorul mediu.
Modalități alternative de a îndoi țevile profilate
Metoda #1 - polizor + aparat de sudura
Cum să îndoiți o țeavă de profil la unghiul potrivit cu propriile mâini fără a utiliza mașini din fabrică? Dacă aveți o polizor și o mașină de sudură, atunci vă puteți îndoi conform următorului algoritm:
- calculați raza de curbură conform unei scheme desenate anterior;
- în locul îndoirii prevăzute a țevii cu un ferăstrău circular (polizor), se fac mai multe tăieturi transversale;
- ținând țeava într-o menghină, încep să o îndoaie în direcția corectă, aplicând un mic efort fizic pentru aceasta;
- apoi tăieturile sunt sudate cu un aparat de sudură, fără a uita să respectați cerințele de siguranță;
cusăturile de sudură sunt lustruite.

Un ferăstrău circular sau polizor, montat pe o talpă specială, este necesar pentru a face mai multe tăieturi la cotul țevii de profil
Metoda #2 - blank și nisip
Puteți îndoi țeava de profil de-a lungul razei necesare folosind un altul calea ușoară. Pentru aceasta se pregateste nisip, care trebuie cernut si uscat, daca este necesar. Apoi, un capăt al țevii de profil este închis prin lovirea unei pane de lemn în el. Nisipul cernut este turnat în profil, înfundând intrarea în țeavă pe cealaltă parte. După aceea, produsul începe să fie îndoit în jurul unui semifabricat metalic având diametru adecvat. Un capăt al profilului este fixat în siguranță între știfturi, iar celălalt este tras.
Important! Pentru a facilita procesul de îndoire a profilului pe o rază mică, este necesar să se încălzească locul de deformare arzător de gaz. Nisipul turnat asigură integritatea pereților produsului metalic în timpul impactului mecanic asupra țevii.
După ce au terminat procesul de îndoire, ei încep să îndepărteze pene înfundate, arzându-le sau eliminându-le. Nisipul este, de asemenea, îndepărtat complet din cavitatea țevii. După cum puteți vedea, metodele artizanale sunt mai supărătoare, așa că pot fi puse în practică pentru îndoirea o singură dată a țevilor.
V timp de iarna nisipul poate fi înlocuit cu apă, care este turnată într-o țeavă de profil și produsul este expus la îngheț. Este clar că capetele profilului sunt astupate cu dopuri. După înghețarea lichidului din țeavă, încep să-l îndoaie conform unui șablon gol pregătit în prealabil.

Un semifabricat metalic folosit de meșteri pentru îndoirea țevilor în formă cu propriile mâini, fără a utiliza echipamente speciale sub formă de îndoit țevi
Metoda #3 - Îndoirea țevii cu arc pătrat
Arcul, care are o secțiune de aceeași formă, dar mai mică, nu permite pereților țevii de profil să se deformeze atunci când sunt îndoiți. Arcul este realizat din sârmă de oțel, al cărui diametru este selectat în funcție de grosimea peretelui. Arcul ar trebui să intre cu ușurință în interiorul țevii. Punctul de îndoire planificat este încălzit cu un arzător sau un arzător cu gaz. Pereții profilați încălziți sunt mai ușor de îndoit. Pentru a preveni arsurile, este necesar să lucrați în mănuși speciale de protecție și să țineți produsul cu căpușe. Un gol sau știfturi metalice bătute în pământ în jurul circumferinței ajută la obținerea razei de îndoire dorită.
Rezumat scurt
După cum puteți vedea, toate metodele artizanale inventate de meșteri pentru îndoirea țevilor de profil necesită timp și efort. În același timp, obținerea unei curbe uniforme nu este garantată a fi sută la sută. Calitatea cadrului metalic afectează direct rezistența și frumusețea structurii ridicate. Prin urmare, nu neglijați serviciile profesioniștilor care au echipamente speciale pentru îndoirea țevilor. Cumpărarea unei mașini manuale pentru îndoirea țevilor de profil vă va permite să nu cheltuiți bani pentru plata serviciilor terților. Achiziția se va plăti rapid dacă începeți să produceți îndoirea țevilor la comandă.
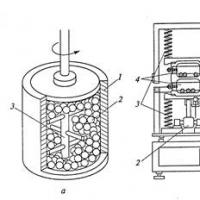 Tehnologii de bază pentru obținerea nanomaterialelor
Tehnologii de bază pentru obținerea nanomaterialelor Cum să spun ora în engleză?
Cum să spun ora în engleză? Introducere în analiza statistică multivariată
Introducere în analiza statistică multivariată Prezentarea raportului analitic al profesorului de istorie
Prezentarea raportului analitic al profesorului de istorie Prezentare pe tema „ateroscleroză”
Prezentare pe tema „ateroscleroză” Istoria sistemelor de numere
Istoria sistemelor de numere Mărul în mitologie și folclorul rusesc
Mărul în mitologie și folclorul rusesc