Do-it-yourself soldering of polypropylene pipes using an example - instructions. How to solder polypropylene pipes in hard-to-reach places How to solder polypropylene pipes
Recently, traditional cast iron and steel pipelines are increasingly being replaced by more modern products of the chemical industry - PVC and polypropylene pipes and pipes. But new materials require a different technology for connecting pipes, and brazing is the most effective in this case.
Note! The soldering temperature, which affects the quality of the connection, depends on the dimensions of the products - this can be seen in the table below.
| Polypropylene pipes, marking | Characteristics and purpose |
|---|---|
| PN 10 | technical characteristics are acceptable for cold water supply up to 20 degrees Celsius, warm system floors up to 45 degrees, at an operating pressure of 1 MPa |
| PN 16 | characteristics determine the use for both hot (up to 60 degrees Celsius) and cold water supply, nominal operating pressure- 1.6 MPa |
| PN 20 | technical characteristics of this type of pipes allow the use in hot water systems with temperatures up to 95 degrees, nominal pressure - 2 MPa |
| PN 25 | reinforced polypropylene pipe: the characteristics are suitable for hot water supply, as well as for the system central heating up to 95 degrees of heat, nominal pressure - 2.5 MPa |
Step 1. The choice of one or another source material directly depends on the future destination. The main criterion for division is the maximum allowable temperature working environment. In this regard, pipes are distinguished for hot, cold, as well as mixed water supply.


To determine the exact number of pipes and fittings needed, the room is measured and a rough plan is drawn up. The latter indicates the dimensions of the future highway and all its elements.
After purchasing all the components, you can proceed to the next step.

Stage 2. Necessary equipment
The principle of soldering is to heat the ends of the pipes to be connected to the required temperature and then fix them. To do this, you need a special device - a welding machine.
It can be of three types:

In addition to the device itself, the work will require:

About the choice of nozzles

The heating nozzles must correspond to the cross-section of the connected pipes. To do this, you need to pay attention to certain parameters:
- strength;
- shape retention during temperature changes;
- thermal conductivity.
Most welding machines are compatible with several different nozzles at once, which is extremely convenient when arranging complex highways.
Each nozzle has two ends at once - one is intended for heating the outer surface of the products, the other for the inner one. All nozzles are coated with Teflon, which prevents sticking of the molten coating. The dimensions of the nozzles vary between 2 cm and 6 cm, which completely coincides with the common and pipe sections.

When the plan is drawn up, and all the components are purchased, it remains only to carefully clean the room. Special attention you need to give dust, because even the smallest particles, settling on the seams, can easily break the tightness.

First, the nozzle is inserted into the socket, after which the device is turned on. Further actions depend on the chosen soldering technique, so we will consider them (methods) in more detail.
Method number 1. Diffusion soldering

When using this welding technology, the material of the parts to be joined mutually penetrates each other, and after cooling it forms a monolithic element. One of the most common processing methods, which, however, is only suitable for homogeneous materials.
Note! In this case, the soldering temperature reaches 265ᵒС. It is at this temperature that polypropylene melts.
Video - Diffusion brazing of PP pipes
Method number 2. Socket soldering
When welding in a socket way, welding machines with different nozzle cross-sections are used. The procedure itself looks quite simple.
Step 1. First, pipe sections of the required length are cut. It is important that the cutting takes place exclusively at right angles.
Step 2. The ends of the products are cleaned with a shaver (if reinforced pipes are used).

Step 3. The ends are inserted into the nozzle of the appropriate section, heated to the melting temperature and connected.
Note! It is extremely important that the pipes do not change their position when cooling.
Method number 3. Butt soldering

This method is useful when connecting pipes large diameter. As in the previous versions, the pipes are cut into sections of the required length, and the ends are carefully cleaned.
Method number 3. Sleeve soldering

With the coupling method of welding, an additional part is introduced between the elements to be connected - a coupling. Warming up occurs in the same way, only the sections of the highway are not heated, but only the connection elements.
Method number 4. Polyfusion soldering
A kind of diffuse technology, characterized in that only one of the two connected elements is melted.
Method number 5. "Cold" soldering of PP pipes

This welding method involves applying a special adhesive to the pipes to be joined. It is characteristic that the use of "cold" welding is permissible only in those lines in which the pressure of the working fluid is negligible.

When overheating or connecting pipes of small diameter, there is a risk of formation of sagging on the inner surface. These influxes will prevent the free movement of the working fluid during operation.

To avoid this, it is necessary to check the connection for such defective areas. The junction must be blown through, and if the air passes unhindered, then the welding definitely turned out to be of very high quality.

Note! After that, it is necessary to check the tightness of the connection - for this, a small amount of water is passed through the soldered elements.
Important Rules for Soldering Polypropylene
For a high-quality and tight connection, certain rules must be followed.

Soldering PP pipes in difficult areas
To the question, what is the main problem in the arrangement of a plastic pipeline, any specialist will answer: soldering in hard-to-reach places. To perform this procedure, the structure is divided into several sections.
First of all, an uncomfortable large area is mounted. It is advisable to form it separately, and only then install it in a stationary place.

After fixing the problem area, smaller and, accordingly, easy-to-install elements are installed. This activity should be done by at least two people.
Video - Installation in hard-to-reach places
Typical mistakes when soldering plastic pipes

Video - Technology for soldering PP pipes
Results
Skills in soldering PP pipes will come with time. There is nothing complicated here, although at first several couplings and one or two dozen meters of pipes will be damaged. And this is not scary, because they are not so expensive; at least autonomy from plumbers is more expensive.
With the invention of the vinyl polymerization method in 1957, the time of use began polypropylene pipes. Due to excellent specifications and low cost, they replaced the classic metal pipelines from many domestic and industrial buildings. Of these, systems of cold and hot water supply, heating, heating are assembled. The only difficulty is only the soldering of polypropylene pipes, which is necessary for their connection.
Property of polypropylene

 Polypropylene is a colorless material obtained by polymerization of propylene monomer with the addition of catalysts. It is characterized by chemical resistance to various inorganic solutions of hydrochloric, acidic or alkaline type. The material does not absorb liquid and has dielectric properties.
Polypropylene is a colorless material obtained by polymerization of propylene monomer with the addition of catalysts. It is characterized by chemical resistance to various inorganic solutions of hydrochloric, acidic or alkaline type. The material does not absorb liquid and has dielectric properties.
Its melting point is about 170 degrees Celsius, and its hardness is about 55 MPa. It withstands exposure to cold down to -15 degrees without changing its properties, however, at temperatures below this temperature it becomes brittle.
Due to its characteristics, polypropylene has found wide application as a material for making water pipes. The polymer used to make them does not harm environment and does not require special disposal. Its excellent adhesion to metal makes it possible to manufacture various kinds of fittings by pressing them with brass nickel-plated threaded inserts.
When heated above 160 degrees, the polymer material softens and acquires ductility. And when cooled, it returns its hardness. This property is used when connecting various parts of a pipeline made of plastic. A soldering iron (iron) is used to make a permanent connection. At the same time, in order to use a soldering iron for polypropylene pipes, special knowledge is not required.
Polypropylene


Types of pipes
Both cold and hot water can be transferred through polypropylene pipes (PPR). Depending on the requirements for water supply, solid or reinforced structures are used. Reinforcement reduces thermal expansion.


It can be done in the following ways:
- aluminum coating of the outer side of the pipe;
- adding an aluminum mesh in the middle of the structure;
- reinforced with fiberglass;
- fusion of composite material with fiber.
Depending on the type of reinforcement, the instructions for soldering polypropylene pipes also change slightly.
To a greater extent, this applies to devices using aluminum. Plastic pipes are marked with Latin letters PN and a number after them. These numbers indicate the maximum pressure that a structure assembled from them can withstand. So, PN 20 means that the pressure in the middle of the conduit can reach 2 MPa.
Technical characteristics of the types of PPR used and the features of their connection for clarity, it is convenient to summarize in a table:
Thus, the scope of polypropylene conduits is extensive. And their resistance to corrosion and external influences, mechanical hardness, durability, ease of installation and low price make them popular. A lot of this is facilitated by the simplicity of connecting parts of the structure, providing a reliable one-piece connection. For comparison, do-it-yourself installation of the entire system takes five to six times less time than from metal.
Polypropylene pipes. Types of pipes, and their difference


Soldering Tool Features

 In order to solder polypropylene pipes, it is not necessary to invite a professional, all operations can be performed independently. But it is worth noting that working together is much more convenient. The tool used to connect is called a soldering iron or iron. It is classified according to two criteria: design, performance and power.
In order to solder polypropylene pipes, it is not necessary to invite a professional, all operations can be performed independently. But it is worth noting that working together is much more convenient. The tool used to connect is called a soldering iron or iron. It is classified according to two criteria: design, performance and power.
Despite the design differences and many brands, the principle of operation of the devices is the same. Like an ordinary iron, they have two main elements: heater and thermostat. In addition, nozzles are a mandatory attribute of soldering. They are considered consumable and are sold both together with a soldering iron, and separately at retail. The nozzles are made of a heat-conducting material coated on top with a Teflon layer. The nozzle consists of two elements: one with a recess, and the second with a shoulder. With their help, the inner and outer surfaces of the pipe and fitting are heated.
The thermoelement is located in the middle of the body, to which the nozzles are screwed. For uniform heating and ease of use, their location relative to each other is coaxial. When the device is connected to a 220 volt network, the thermoelement heats up, transferring its heat to the body of the soldering iron. And that, in turn, heats the nozzles. With the help of a thermostat, the required heating temperature is set and maintained.
As soon as the temperature sensor detects the desired temperature, the thermal relay is activated, and the voltage supply to the heater stops. When the temperature drops by two or three degrees, the heater is connected to the network again.


Connection technique

 In order to properly connect a polypropylene pipe, buying a soldering iron will not be enough. As in any business, experience is needed, so professionals recommend that beginners first practice on samples, and then move on to welding the main structure.
In order to properly connect a polypropylene pipe, buying a soldering iron will not be enough. As in any business, experience is needed, so professionals recommend that beginners first practice on samples, and then move on to welding the main structure.
Before starting work some preparatory steps need to be taken. This applies to both the parts to be joined and the soldering device. The principle of welding is based on the melting of two parts with their subsequent physical joining with each other until the moment of crystallization. To make the welding seam reliable, one of the parts to be welded is inserted into the other to a depth of 13 to 32 millimeters, depending on the diameter of the parts. Welding of two pipes occurs through a fitting. They are different kind and sizes. Each fitting is designed for a specific pipe diameter, so you should be careful when soldering.
In the case of using a reinforced pipe with aluminum foil, the end inserted into the nozzle must be stripped of its layer. Cleaning occurs mechanically using a special tool. But since this device is quite expensive, a hacksaw blade is often used. They saw through the pipe in a circle to the depth of the reinforcing layer, and then cut it off with a knife. This approach requires skill and experience.
Before welding, parts should be cut to the required length, cleaned of dirt and degreased. For this, it is allowed to use isopropyl, isobutyl or ethyl alcohol. The use of acetone, white spirit, gasoline or vodka is not allowed due to the loosening of polypropylene after exposure.
Bushings must also be cleaned with a rag before work. Attention should be paid to the integrity of the Teflon layer; nozzles with a damaged coating cannot be used. Therefore, cleaning with metal objects or abrasives is prohibited. In the case of a strong burn, wooden scrapers are used. For the convenience of cleaning the nozzles, it is recommended to pre-heat a little with a soldering iron.
At the last stage of preparation, a line is marked along the entire diameter of the pipe, indicating the depth of the welded zone. This dimension must match the depth of the fitting. Then it will be possible to proceed directly to welding.
How to solder polypropylene pipes
Welding process
After all the preparatory operations are completed, you can proceed to soldering. To do this, you need to screw the nozzles of the required diameter to the soldering iron with a screwdriver. On which side to place the outer part or the inner, it does not matter, the main thing is to withstand their tolerability.


The iron for soldering polypropylene pipes is installed on a flat surface, turned on and warmed up for 10-15 minutes. In order to solder the connection correctly, you can use the following instructions for soldering polypropylene pipes:
- 1. A table with data is studied, from which the required time for the duration of various technological processes is taken:
- 2. Using the thermostat, the required temperature is set. This value is at least 260 0 С and depends to a greater extent on the diameter of the parts.
- 3. The parts to be welded are put on the heated nozzles at the same time. The pipe is inserted into the groove of the inner part to the line marked on it, and the fitting is put on the mandrel.
- 4. After a certain time, in accordance with the above table, the parts are removed from the nozzles and smoothly inserted into each other to a predetermined depth. Having connected the elements, they cannot be rotated or bent. They should be held still until they harden. When joining, excess molten substance is squeezed out, forming a ring around the seam.
- 5. As soon as the seam hardens, the resulting part can be released, and at the end of the cooling time, exploit.
Common installation errors can be divided into several types:
- 1. Insufficiently thorough cleaning of the surfaces of the soldered parts.
- 2. Water ingress into the weld.
- 3. When cutting the pipe to the required length, the cutting angle exceeds 90 degrees.
- 4. Insufficient length of pipe entry into the fitting.
- 5. Overheating or insufficient heating of the parts to be welded.
- 6. Incomplete removal of the reinforcing layer.
- 7. Non-compliance with the correct joining of parts and actions associated with a subsequent attempt to correct them.
Installation tricks
Professionals achieve high quality soldered seams by impeccable adherence to welding rules. To do this, they use small tricks. First of all, when docking, it is important to maintain tolerance. It is not difficult to do this. The secret to a straight axis is to draw a parallel line with a fine marker or pencil on both the surface of the pipe and the fitting. After melting, you only need to carefully combine these lines.


For fixing the soldering iron in its design weighted leg is used. But due to the poor quality of the nozzles or their insufficient heating, pulling the melted pipeline elements out of them can lead to the device turning over. Therefore, it is recommended that welding be carried out with an assistant, whose task will be to keep the soldering iron motionless.
For a straight cut, special scissors are used. With their help, the plastic pipe is cut accurately and effortlessly. If the cut turned out to be uneven, it can be leveled with a file. At the same time, after leveling, the pipe should be blown through and, if necessary, chamfered.
When choosing nozzles, preference should be given to those made of metallized Teflon. They heat evenly and are easy to clean. For domestic needs, a device with a power of 1.2 kW is suitable. It will be quite enough for welding pipes with a diameter of up to 50 mm.
Thus, no special knowledge is needed to solder pipes, the main thing is to follow the soldering process and follow the recommendations. At the same time, since the temperature of the soldering iron reaches high values, it is worth observing safety precautions to prevent the possibility of a burn.
The connection of polypropylene pipes by the welded method is characterized by higher reliability compared to other methods of combining products with each other. This connection technology does not have any differences when working with polypropylene. The only exception is reinforced products: their installation involves some specific features.
This technique is quite simple. Welding can be carried out at home, observing the requirements of the technological process and having the entire arsenal of necessary tools.
There are several options for connecting polypropylene pipes:
- diffusion soldering;
- soldering with electrical fittings;
- cold welding.
In this article, we will talk about each method of combining cylindrical products in more detail, consider their advantages and disadvantages, and also learn how to properly solder polypropylene pipes.
Before starting work, you need to prepare mounting tool. To create a reliable joint of structures and all additional parts, you will need a special soldering iron.
It is worth noting that sometimes the connection of products made of polypropylene is called welding. However, this process has many varieties, so it is important to remember that polypropylene pipes are connected in only one way - by soldering. For the installation of such a system, threaded fittings and metal-plastic are not used.

Soldering polypropylene pipes requires the use of welding machines. Several types of devices are on sale:
- round section heater;
- flat unit.
The second type of soldering iron was popularly called an iron, which is more related to its appearance. Such devices differ only in their design.
For the first model, Teflon nozzles are put on the heater and fixed with clamp-like parts. In the second device, the same nozzles are screwed to the heater from both sides. The rest of the design elements are no different. The main function of the device is to carry out high-quality and reliable soldering of polypropylene products.
Nozzles are necessarily included in the set of soldering devices. The most inexpensive device, which includes a minimum number of elements, is considered a Chinese soldering iron. Its power does not exceed 800 watts. On sale, it is presented together with a stand, as well as nozzles that allow soldering pipes made of PP with a cross section of 20-32 mm.
When the heating system of a private house is made of cylindrical products of this diameter, this kit will be quite enough. But if you are going to do more professional soldering work, you will need a better device.
For pipes with a cross section of 40-63 mm, a different soldering kit is required. It will have to be purchased separately. The most expensive sets, characterized by increased reliability, are made in large European countries. Their kit includes the following parts:
- soldering iron;
- stand;
- Teflon nozzles of different diameters;
- scissors that allow you to cut pipes, maintaining 90 degrees;
- hexagon;
- Phillips screwdriver;
- roulette;
- gloves.
Since it is necessary to work with hot equipment for soldering polypropylene pipes, it is necessary to perform the operation with gloves. Beginners quite often get burned by touching heating element.
The design of any soldering iron is designed so that several nozzles can be installed at once for connecting pipes of small diameter, which saves time, especially when working with products with a cross section of 20-40 mm.
Soldering iron power
To evenly and quickly heat a pipe with a diameter of 63 mm, a large system power is required. For domestic purposes, an apparatus with a value that determines the amount of energy not exceeding 0.7-1 kW will be sufficient.
If the power of the iron is more than 1 kW, it goes into the category of professional. Its cost is much higher than the price of an ordinary soldering iron.
Method one
To make a homemade soldering iron you will need:
- a failed old iron that has a heating element;
- children's metal constructor;
- rubber handle;
- toggle switch;
- asbestos cord;
- duralumin;
- insulating tape.

Manufacturing technology
- grinder from the bottom of the iron cut off all unnecessary details;


- an aluminum lining is made;
- a box is mounted from the constructor; a light bulb and a rubber handle are installed in it;
- a toggle switch and a soldering iron regulator are connected to the wire;


- all parts are combined into one whole;
- soldered cables;
- to the body, having previously laid an asbestos gasket, the heating element is bolted.

Thus, after spending a little time using the material at hand, you become the owner of a homemade soldering iron for welding PP pipes.
Method two
To make a tool, you will need a pair of nozzles worth 215 rubles. and a discarded ignited iron. It takes approximately two hours to assemble.
First, the heating device is installed vertically. The fitting is simultaneously put on the heating nozzles along with the pipe. To be able to carry out operations on the wall, the iron needs to be slightly modernized: cut off the “sting” of the sole and round it slightly. It will be useful to use thermal paste.

It is known that such homemade apparatus several pipelines were welded. The quality of work turned out to be quite high.
After heating the iron, holding it by the handle, the pipe is removed first. It is not necessary to immediately remove the fitting, since its thickness prevents it from melting quickly. It remains to hold the pipe with the iron by hand and remove the fitting.
To connect the products, it is necessary to apply small efforts until an even flash is formed around the entire perimeter of the fastener part.
In this position, you need to hold the connection for about 15-20 seconds until polymerization begins. Welding on the wall is simple: one hand holds a heating device, the other - a pipe.
Method three
We manufacture an iron equipped with a temperature controller, which will be a special power control device assembled on a thyristor. For soldering work, a voltage of 170V is applied. To create the fixture, aluminum or copper plates are used. The photo shows a part with a thickness of 0.8 mm, however, the value of this value may vary upwards.
Flat elements are needed so that the heater does not start to cool down when the pipe is put on. For work, a heating element (1 kW) from the obsolete “Dream” stove is used. Since the radiator almost does not heat up, it can be reduced. Gaskets are not required to install the thyristor and diode. The design of the iron itself can be of any kind, it all depends on your imagination.



Below is power controller circuit.

On each side of the spiral, you can install aluminum gaskets in the form of round pancakes. A handle with a regulator and a fixed toggle switch is attached to the body. In other words, you can do tuning.
The principle of all devices is always the same: for soldering PP pipes, a certain temperature must be observed.

How to choose nozzles
When selecting heating nozzles, it is necessary to take into account the diameter of the pipes to be connected and other important points:
- strength;
- how well the shape is maintained after a change in temperature;
- thermal conductivity.
Almost all welding machines are suitable for various nozzles. This is very convenient when you need to mount a complex highway.
Each wear item has two ends. On one, the outer side of the part is heated, on the other, its inner part. All nozzles have a Teflon coating, which protects the surface from sticking of the molten material. The dimensions of the parts are in the range of 2-6 cm, which corresponds to the common diameters of cylindrical products.
Normal temperature for soldering
For strong welding of structures, the soldering temperature of polypropylene pipes should not exceed 260 °C. Otherwise, this will lead to the loss of stability of the plastic base, as a result of which the pipe simply cannot connect to the fitting. Moreover, the heated connecting element will begin to stick to all the parts surrounding it. However, a lower temperature is also not suitable for soldering.
It is important to remember that the viscosity and plasticity of the polypropylene structure must have certain values, otherwise diffusion processes will not start, and the connection will lose its reliability. The service life of such pipelines will be minimal. You will have to forget about the 50-year guarantee. At what temperature to connect the products, it is better to look at the table.
Pipe soldering time
If you correctly follow the technology requirements for the duration of the process of connecting structures using a special tool, you can get a fairly tight joint. Polypropylene after overheating will not begin to spread. The heating time depends on certain parameters. The main ones are:
- pipe section;
- width of the seam of the welding belt;
- ambient temperature.
Below is a special table that indicates the recommended soldering time for PP products, taking into account all the values \u200b\u200bmentioned above:

Socket welding of polypropylene pipes
The main method of mounting plastic, when you need to connect small cylindrical products of different sections, is the use of a socket. When welding a PP structure, additional parts are required:
- corners;
- tees;
- taps.
All of them are made from the same material from which the pipes were made. The use of additional elements to create a high-quality connection is not considered a disadvantage of this method. The details under consideration, in addition to the connecting function, help to change the direction of the pipeline.
This process consists of several operations:
- the mating surfaces are melted: the outer wall of the cylindrical product with the inner part of the fitting;
- special heating parts are used;
- cooling of the assembled elements takes place.

According to professionals, the socket joint is considered much more reliable than butt welding. Due to the fact that when combined, the pipe enters the fitting with force, high strength is created. In this case, the alignment does not require the use of a special tool. Even a beginner can combine cylindrical structures in this way.
Socket welding machine
Devices designed to connect products from PP into a socket are called soldering irons, or irons. The main element of such a device was the heating head. All interchangeable parts are attached to it:
- couplings;
- mandrels.
The first elements are designed to heat the outer surface of the pipes, the second - the inside of the fittings. The shape of the heater in most soldering irons remains a triangular plate. On sale you can find devices of a different design.
The size of the nozzles depends on the dimensions of the flat part. In other words, a pipe section is selected that will be freely soldered. In addition, it is necessary to take care of the required number of heating pairs for simultaneous installation. To work with a large plate, you need a powerful unit.
Additional parts (couplings, mandrels) must be fixed so that their supporting surface tightly touches the plate.
With good contact, the desired temperature (260 ° C) will be reached. In this case, the power of the soldering iron does not matter much.

Today, devices equipped with a heating head in the form of a rod are produced. Their main advantage can be called compactness. On the technical specifications head shape is not affected.
For the high-quality operation of the iron, the accuracy of the functioning of the temperature sensor, which maintains the required temperature, is important. If its fluctuations become minimal, this indicates a high quality soldering iron.
The most advanced today are electronic thermostats. These thermistors are able to display an accurate temperature value even at working surface couplings.
The use of such parts allows you to reduce the temperature inertia of the iron. As a result, the true readings of the heating head will be displayed on the scale of the device.
Bimetallic relays work more roughly, as well as capillary thermostats, whose values are inaccurate. When compared with the data of thermistors, the discrepancies will be quite large. Whatever the thermostat, when the device reaches the operating mode (judging by the indicator data), you must wait a few minutes. During this time, the temperature of the nozzles will be compared with that shown by the device.
Now you can start welding. Manufacturers also produce soldering irons with two heating elements of different power. Each part is equipped with a separate switch.
These products are able to independently reach the desired temperature. The master himself chooses the required power.
The second part becomes a spare in case of failure of the first.
The device provides the possibility of simultaneously turning on both heaters in order to quickly reach the operating mode.
The equipment can be completed with auxiliary tools, including:
- beveler;
- calibrator;
- trimmer;
- scissors for cutting pipes.

In some kits, you can even find a special cleaning liquid. However, not all listed parts are included in the basic package. Often they have to be bought separately. It is important that the welding machine has all necessary tools for work with any diameters of pipes and materials.
Technological process of socket welding
The outer diameter of a cylindrical product is always slightly larger than the nominal section. In a fitting, on the contrary, the inner diameter is less than the nominal section of the pipeline.
Take, for example, a 20 mm pipe. The real size of its outer diameter will be in the range of 20.3-20.5 mm. A fitting designed to work with a 20 mm product will have an internal section of 19.5-19.7 mm.
Moreover, the middle part of the coupling surface will exactly correspond to the nominal diameter. For a conical plane, 5 degrees are taken.
It becomes clear that if the fittings are not heated, they cannot be connected to the coupling.
When the pipe is aligned with the hot sleeve, the outer part is melted. Everything superfluous is squeezed out, a kind of roller is obtained. Next, the inner layers are heated. They begin to shrink, while the pipe gets the opportunity to get into the hot coupling. A similar effect can be achieved when the fastener element is connected to a hot mandrel.
When the pipe is aligned with the fitting, it is elastically compressed, while the connecting element begins to stretch. Heated surfaces are compressed, displacing air. The result is uniform mixing of the molten material.
General technological process connecting pipes from PP socket has several sequential operations:
- cutting products;
- preparatory activities;
- installation of a welding machine;
- achievement of the operating mode;
- heating of parts;
- assembly;
- line cooling.
You can manually connect the pipe with a heated tool without much effort if small parts are welded, the cross section of which is in the range of 40-50 mm. To combine cylindrical structures with a diameter exceeding 50 mm, it is necessary to use a special centralizer designed for socket welding.
Since soldering polypropylene pipes is not difficult, the work can be done alone.
To cut cylindrical products, special scissors are used that do not allow the pipe walls to crumple.
Before proceeding with the soldering of polypropylene products, the surfaces of the parts are thoroughly cleaned and degreased. Reinforced structures are subjected to special preparation. This must be remembered by workers who install such products.
Composite pipes made of PP, which are reinforced with aluminum, are characterized by low thermal expansion. Therefore, a heating system made from such products does not require the installation of additional temperature compensators. Only in such products, reinforced with aluminum, oxygen diffusion is possible. After air enters the system, the water is actively saturated with oxygen. As a result, the process of cavitation of valves, as well as other parts of the structure from cylindrical structures, begins.
In the absence of a reinforcing layer, additional special preparation can be omitted.
Technological map of socket welding of polyethylene pipes
How to solder reinforced polypropylene pipes
In this case, the contact of aluminum with liquid is strictly prohibited. This alloy begins to break down, and it is unprofitable to buy new products. The appearance of small internal distortions at the joints is difficult to notice with the naked eye, however, it is these zones that are the weak point of the entire system. There is a possibility of water getting on the metal surface.
To prevent this, the reinforced layer is carefully cleaned. Such an operation is mandatory if the surface of the pipes is wrapped in foil.
To remove a metal sheet, a special device is used - the so-called shaver. It has to be purchased separately.
The end is inserted into the device, similar to sharpening a pencil, and they begin to turn.
When working, do not forget about cleaning the aluminum layer. Welding will occur without this procedure, however, the reliability of the resulting connection will be quite low.
You can get rid of such a human factor by installing pipes reinforced with fiberglass.
If the aluminum reinforcing layer is located in the center of the wall, the surface is trimmed using a special tool. It helps to remove the aluminum edges that cover the end of the pipe. If such an operation is not carried out, water can get into the center of the wall, moving along the microcracks of the reinforcing layer, which will inevitably lead to swelling. 
In the photo, you can see the soldered joints of the cuts: the wrong execution in the picture without trimming and the correct one with trimming.


To achieve the best result, special couplings are used. They, as it were, “brick up” the ends of the reinforcing layer, which helps to avoid contact of the metal with the liquid.


Some manufacturers give their own recommendations on how to prepare pipes before welding. Even if there is no reinforcing layer, it is imperative to calibrate the outer diameter, and then chamfer.
The calibration operation removes the ellipse of the pipe, making it perfectly round. The chamfered face facilitates work on connection with the coupling. Unfortunately, when PP pipes are soldered on their own, these operations are completely ignored.
How to prepare a soldering iron for work
First, the welding machine must be well fixed. When the warm-up begins, the parts are subjected to pressure, which is transferred to the soldering iron. To make it more convenient to work, it is important to ensure the device is immobile.
A heating pair is put on the tool. Next, the desired heating temperature is set, voltage is applied. When socket-welded PP pipes are welded, the heating temperature should be in the range of 260 ± 10 ° C, which is higher than the values at which polypropylene becomes viscous and fluid.
Thus, there is a rapid melting of the upper layer of the pipe together with the fitting. As a result, the part can be easily removed without heating the entire wall thickness. At a different temperature, when the elements become soft, it will not be possible to make a connection.
We put the parts on heating
When the welding machine reaches the operating mode, the light will turn on. The pipe is inserted into the coupling, and the fitting is inserted into the mandrel. If it is quite difficult to carry out such work at the same time, a heavy connecting element is first mounted.

Welding parts necessarily have a small allowance, which begins to be squeezed out during their installation. This is how a ring-shaped roller (grab) is obtained. To move such a ring, you need to make some effort, but this should be done smoothly and slowly so that the burr acquires the correct shape. A fitting that fits freely on the mandrel and does not form an annular bead is considered defective.
When mounting the part, it is imperative to monitor the installation depth. As soon as the element rests against the top of the mandrel, you need to stop the pressure, otherwise you can damage the end of the pipe and dent the fitting limiter. To control the depth of immersion of the part into the coupling, a corresponding mark is made at a certain distance from the end. However, this procedure is not necessary as the fitting is generally inserted into the mandrel until it touches the stop.
After the parts have been installed in the coupling of the apparatus and its mandrel, you need to wait a few seconds until the surfaces are well melted. It is important to correctly determine the duration of heating. This time should be enough to obtain a viscous and fluid state of polypropylene.
If the heating period is too long, the parts will become very soft. Manufacturers of plastic pipes have developed special tables that indicate the heating time for a particular grade of polypropylene. In this case, the wall thickness and pipe section are also taken into account.
When fittings are combined with cylindrical products, the angle of rotation of the parts should not exceed 5 degrees. If the joint is done correctly, the burr will have the same thickness on all sides.
Connection cooling
If you need to correct the work done, the technology allows you to do it within a few seconds. The parts should not be subjected to any pressure until the material has completely hardened, which lasts approximately 2-4 minutes.
Approximate parameters of the duration of welding operations can be found in a special table. More accurate values are provided by the manufacturers of fittings and PP products.
When soldering products from PP end-to-end, the ends of the parts are heated with a hot tool until they are melted. Then the elements are pressed with force until the seam cools. This technology is distinguished by its simplicity.
In this case, there is no need to use additional devices. If everything is done correctly, a fairly reliable seam is obtained, not inferior to the strength of the pipe. The technological operation is performed in a certain sequence:




For all its simplicity, butt welding only seems so accessible. In practice, this requires solving several problems, which is almost impossible to do at home.
The pipes must be exactly aligned along their axis, while a deviation from the wall thickness of only 10% is allowed. The pressure on the parts pressing the cylindrical products to the plane of the heating mirror when exposed to high temperature should only be applied for a certain time. This is the only way to get a quality connection. When performing trimming, it is necessary that the end face has a perfect perpendicularity.
The conditions listed above are quite difficult to follow without an additional device - a special centralizer. It is equipped with an electric drive that creates a certain compression force. In addition, this device is equipped with a trimmer.
In other words, in order to butt weld polypropylene pipes of small diameter, you will need more special equipment compared to the previous connection method. Considering the fact that when welding a socket, a better joint is obtained due to the locking connection, home craftsmen prefer to use this particular method of combining pipes.
Butt welding of PP products is mainly used in production, when it is necessary to connect large-section structures during the installation of a straight section of an engineering structure from cylindrical products.
The range of building products is growing every year. Appear on the market modern materials, which facilitate the construction steps, and increase the productivity of workers. Consumers tend to use when planning internal systems in houses, pipelines with a long service life. A suitable alternative that meets consumer needs are plastic internal communications branches. How to solder plastic pipes?
Another advantage of such technologies is the possibility of independently repairing or replacing water supply and heating networks. How to solder plastic pipes for plumbing?
Let's look at the types

metal-plastic

Polyethylene
Such communications are divided into subspecies:
- Polyethylene - used for laying wiring inside buildings and outdoor routes. They can be used on high-pressure pipe connections and at low ambient temperatures.
- PVC is used to reduce the cost of repairs.
- Metal-plastic - the most practical products, for a period beneficial use over 50 years. Ideal replacement for hot water supply.
The widespread use of this material is due to a number of reasons. The positive properties of such structures, unlike metal ones:
- Long service life.
- Low corrosivity.
- Ease of installation.
- Does not require special skills.
- Environmentally friendly material.
- Economical and available in application.
- Lightweight and easy to transport.
- They are not susceptible to the harmful effects of microorganisms.
your plumbing

Coupling Assembly

Polyethylene models are mounted by soldering or using couplings / fittings (coupling assembly). How to solder plastic pipes for plumbing?
For new water supply networks, PVC and polyethylene products without reinforcement and reinforcement are suitable. Preparation requires creating a diagram of the future water supply with the designation of the lengths of the branches, its position and all the fittings necessary for installing the structure. The correct calculation of the lengths and number of bends will simplify the technology, increase the speed of the task and prevent rework.

soldering iron

pipe cutter
for soldering polyethylene compounds would need:
- Soldering iron.
- pipe cutter
- Trimmer for cutting pipes and cutting off the edges of the cut ends.
- Fine sandpaper for sanding edges
- Coupling (if coupling assembly)
The heating device is a special device with a sole with attachment to it of special nozzles of various diameters. There are devices that come with two or more nozzles at the same time.

The stages of the technology for laying hydrocommunications will tell you how to learn how to solder:
- We measure the desired length with a tape measure.
- Cut off the measured length with a pipe cutter.
- Trim the cut ends. This milestone when soldering. Sections should be smoothly ground and deburred. For greater certainty, you can additionally degrease with an alcohol solution.
- We solder the ends. If a coupling connection is used when installing life support networks, then we install a coupling / fitting at one end of the building and heat it together with the future return line in the nozzle of the desired diameter of the soldering iron. After warming up, we immediately connect the ends and wait for the assembly to cool completely. The presence of a shoulder indicates the quality of welding.
Attention! When installing heat and water supply with a soldered seam, it is strictly forbidden for water or moisture to fall into the cavity or onto the surface. When heated, water, turning into steam, deforms the plastic structure, as a result of which it loses its strength.
What to look out for
Temperature conditions for soldering are described in the instructions for the tool. On modern products, an automatic heating mode is set, depending on the size of the network to be installed and the depth of welding. On previous brands, the heating force was selected manually.

At what temperature should plastic pipes be soldered? When soldering polyethylene risers, we set a temperature regulator in the region of 220 ° C, for polypropylene - 260 ° C. On the heating mechanism there is an indicator that shows the readiness of the device for use. The indicator lights up only in heating mode.
The duration of soldering depends on the circumferential radius of the pipeline, and can be from 5 to 40 seconds. Do not overheat the ends. This can cause a blockage to form at the adhesion site.
If you want to install a water supply of the same size, then you should not overpay for the number of nozzles and the presence of a temperature mechanism.
If a large volume of production of a long-term nature is planned using networks of various sizes around the circumference, then we purchase a universal device for connecting with the latter technical capabilities and characteristics.
The nuances of soldering
Knowing the technology of connecting autonomous communications is not enough. For a quality installation, you need to know a number of features of laying and soldering housing branches. How to solder plastic pipes? To ensure the professional assembly of technological buildings, it is necessary to remember some nuances of the connection:
- A warm-up time is provided for soldering assembly. This time is from 5 to 20 minutes.
- The production of intra-house life support should be carried out at temperatures above zero.
- After soldering the ends, it is required to prevent them from scrolling or moving, to smoothly enough eliminate distortions. You need to let them cool down. Scrolling the solder seam may leak in the future. It takes the same amount of time to cool down as to solder it.
- Required power soldering tool- 1200 W.
- Home soldering irons are designed for soldering wires with a diameter of up to 32 cm. If you need to assemble large-diameter products, then we purchase a professional device for soldering.
- There must be no gap between the edge of the pipeline and the female thread of the fitting. Gaps can cause leaks high pressure water. Excessive force when compressing the elements can lead to a decrease in the clearance in the cavity and impair the operation of the entire structure.
- Residual material should be removed from the nozzles after each produced pack. Since the nozzles have a special coating, carbon deposits should be removed with a wooden device so as not to damage the integrity of the surface. Scratches on the surface of the nozzle will degrade the technological characteristics of the device and make it unusable for further operation.
Are you wondering how to make heating?

Installation of heat supply has a number of difficulties. The device of heating models can be carried out in rooms with low temperatures, which complicates the soldering process. For heat supply, systems are developed depending on the temperature of the water supplied to the system and the operating pressure. The use of plastic in construction has increased productivity and reduced the cost of necessary material.
Pipes for heating are reinforced with fiberglass, which makes this material strong and durable.
Health and working conditions
In the performance of work related to the heating of the joints of the heating main, we follow the safety rules to prevent injury and burns:
- We solder in special protective gloves.
- We monitor the cleanliness of the floor in the room. Dirt will adversely affect the quality of welding and appearance the whole structure.
- The soldering iron is installed on a flat horizontal surface.
- It is necessary to start work after the device has completely warmed up, after turning off the indicator of readiness for work.
- We do not turn off the palnik from the electrical network throughout the entire installation.
Soldering plastic pipes with your own hands is easy. The soldering process does not require professional skills or experience. Anyone can install life support networks in their own home. The mandatory composition of the required tool includes only a soldering device. The remaining auxiliary tools can be replaced with improvised means, a pipe cutter with a sharp knife. A pipeline made of polyethylene structures and PVC is a reliable, durable and environmentally friendly system for supplying water and heating.
Soldering of polypropylene pipes takes place in a fairly short time, this is the most attractive side of a polypropylene pipe. Due to its low price, manufacturability and ease of joining, it has taken a leading position among pipes made from competing materials. It is mainly used for laying plumbing and partially thermal engineering network. And let the strength give way to communications from metal pipes, but when starting repairs in an apartment or house, preference is given to this particular material. Pipes are reliably, firmly and quickly connected by soldering in a matter of minutes.
Polypropylene pipes are becoming increasingly popular due to ease of installation and reliability.
Types of polypropylene pipes
The plastic used for the manufacture of the product is high-strength. It does not rust, does not accumulate salt and lime build-up does not stick to it. Nets assembled from polypropylene are designed for long term service (up to 50 years). In fact, the service life of pipelines is not limited if there is no excess of the technical operating conditions for temperature or pressure. The material of the parts is able to work for a long time at a sufficiently high pressure at a low temperature of the liquid, and vice versa.

Polypropylene pipes are produced in four color types, the color does not mean anything but color. Polypropylene is allowed to be used in the water supply, sewerage and heating systems. It is allowed to combine plastic with metal, make transitions.
Polypropylene products are divided into categories: PN10 - this category is established for thin-walled products. Application is limited to operating temperatures of 45° and for cold water. PN16 - category allowed for use in pipelines with high pressure on cold water or at heating system without pressure. PN20 is the most versatile option, this category is used for both cold and hot water– up to 80°. PN25 is a reinforced category of polypropylene pipe, aluminum foil is introduced into the composition, due to this, the application is extended to a temperature of 95 °.
Back to index
Soldering technology for polypropylene pipes
According to the technical manual for welding on polypropylene pipes, if the diameters of the pipes to be connected are less than 63 mm, then socket welding is used. A fitting is installed at the junction, this is a special part to which both pipes are welded. For pipes with a diameter greater than the specified fitting is not required, they are butt welded. Such a connection is considered to be more reliable.
Produced by a manual welding machine - "iron".
When welding is performed on pipes from 40 mm and above, it is better to use welding machines with a centering device.
The work is somewhat more difficult, but necessary.
The welding machine is designed as follows: it has special removable nozzles for pipes that are heated by electricity. Nozzles are made like a sleeve that melts the outer edge of the pipe or heats the inside of the parts to be joined.
Nozzles are made in various diameters - from 14 to 63 mm. To prevent burning, the heating parts themselves are coated with Teflon. While welding, keep the nozzle clean at all times. It is required to erase traces of plastic after each welding, preferably with special rags or wooden scrapers. It is necessary to clean before the heating element has completely cooled down, an attempt to clean cold elements can ruin the Teflon layer.

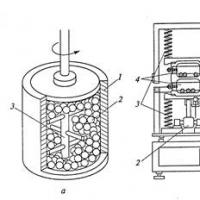 Basic technologies for obtaining nanomaterials
Basic technologies for obtaining nanomaterials How to tell the time in English?
How to tell the time in English? Introduction to Multivariate Statistical Analysis
Introduction to Multivariate Statistical Analysis Presentation of the analytical report of the history teacher
Presentation of the analytical report of the history teacher Presentation on the topic "atherosclerosis"
Presentation on the topic "atherosclerosis" History of number systems
History of number systems Apple in mythology and Russian folklore
Apple in mythology and Russian folklore