How to cook arc welding. How to cook with electric welding without experience. How to continue welding after it has stopped
A few decades ago, it was not such that people themselves could choose how to cook metal. There were one or two ways. Today, in the era of technological progress and requirements for the quality of materials, there are many ways to weld metal. The most optimal and effective of them is arc welding. They are used the largest number people, so this method is the most popular.
The principle of operation of the arc welding machine
The advantage of arc welding is the temperature of the arc, which reaches more than 5 thousand degrees. It guarantees the welding of absolutely any materials, as it can melt even the strongest material. The zone of maximum high temperature is concentrated in the arc discharge. The direction of the arc can be changed to a direct arc, and an indirect arc.

Consider the difference between a direct arc and an indirect arc. The fire between the welding metals and the electrode characterizes direct arc welding. The indirect arc begins to burn between the electrodes themselves. In this case, the metals to be fused are not processed by the welding current.

The arc can be ignited only when current flows through the base of the electrode, and the end of the electrode is in contact with the metal. After, the arc begins to burn between the metal, which is melted in the process, and the base of the electrode. Subsequent to this arc, the temperature instantly rises and the metal begins to melt. Simultaneously with the melting of the metal, the electrode also melts.
The molten metal has a small depression and forms a weld pool.

There it continues to melt along with the coating of the selected electrode. When the electrode melts, a certain gas layer forms around the bath, which protects the slag bath. If a specially designed coating was not applied to the electrodes, the molten metal would not be protected by slag. When, for some reason, slag shielding gas is not needed during the welding process, this can be foreseen and electrodes that are not treated with mineral particles and various ferroalloys can be selected. It is these coatings of the electrode, when melted, that will give the necessary gas protection from the external environment.
The welding arc does not stand still, but advances as it penetrates. The displacement of the arc causes cooling of the welded place and its hardening. After it has cooled, the weld will become visible, having a small slag coating that resembles a crust.
Varieties of devices that allow welding metal: welding transformer, rectifier, welding inverter
Today there are a huge number different materials, requirements for their welding in hard-to-reach places, so the requirements for the welding machine are very serious. This has affected the number different devices for welding, which can already be divided according to the type of AC or DC source into three main types.
Welding transformers
![]()
This is the simplest solution to obtain the desired current. The principle of its operation is to lower the mains voltage, to the optimum, for the operation of the welding machine, which its main part, the transformer, must cope with. It is impossible to get a direct current at the output using a transformer, since it can only give out an alternating current. In work, it is quite often necessary to regulate the strength of the emitted current, which the manufacturers did not forget about, equipping the device in such a way that by moving the primary and secondary windings, the current strength changes. Although, in addition to this method, there are several others. But, since they are used extremely rarely, there is no need to talk about them in detail.
![]()
The welding transformer has all the necessary capabilities to weld efficiently and accurately, provided that special electrodes for alternating current are selected for it. In this case, the chances of high-quality welding of the metal only increase. Since the conversation turned to the quality and efficiency of the device, you simply cannot forget about the coefficient of performance (COP). The fact is that the welding transformer achieves excellent results - 90%. Always and for all devices of various applications there will be efficiency losses (heating, external environment), and 10% is a relatively small percentage. It is worth mentioning that it will take a lot of effort to cool it down, but the welder has very powerful fans that can cool the temperature hundreds of times.
![]()
What can be more important than the efficiency of transformer welding? Of course, its cost and durability. Surprisingly, the price is low and fully justifies itself, and the service life of the equipment is the main plus and trump card of the transformer welding machine.
Welding rectifier
Their main purpose is to rectify voltage, convert and make direct current using non-constant current. The structure of these devices is very simple: one step-down transformer, a diode block (rectifier) and systems for adjusting protection, as well as starting. If we compare the composition of this rectifier with the components of transformer welding, then we can absolutely emphasize that rectifiers are much more complicated than transformers. What is their advantage, because it directly turns out in practice - they work much more stable - the welding current and arc have better characteristics.

If the quality of the rectifiers is much higher than the previous ones, then the quality of the resulting seam is much better.

It cannot be said about the poor quality of the seams in transformers, but rectifiers make it even better and more reliable. Small disadvantages are still present here: the large weight of the rectifier and it works under very high voltage, which affects the deterioration of the voltage in the network during its operation.
Modern welding machines - inverters
It also happens that 50 Hz voltage is not enough for normal operation, and the use of transformers, as well as rectifiers, is impossible in some situations. Because of this, thanks to current technology, new, much more powerful welding machines are being widely produced. They are called inverter, and operate at a frequency of more than 500 Hz.

To transmit power, you do not need a transformer of impressive size, but a small enough one that will ensure the flow of direct current all the time. To compare how many times less a power transformer weighs from a conventional one, you need to build on their identical current strength parameters. A power transformer for generating a current of 160A does not need to weigh 20 kg or more. And this reduces the weight of the complete assembly of the inverter by 5-7 times. While a conventional transformer will not be able to avoid several tens of kilograms of mass.
The weight of a fully equipped inverter does not exceed 8 kg (sometimes less, but not more). It is very convenient and compact, since much less effort is spent transporting the device.
The components of the inverter are a bit like a rectifier.

The inverter includes a line filter, two rectifiers, an AC voltage converter operating at very high frequencies, and the last - control circuits. They can work much longer, without interruption, as its work is as stable as possible. In addition, the inverter allows the welder to select the welding current more extensively. The switch is located on the inverter itself and can very accurately switch to different values of current strength. This is simply necessary if you need to cook with thin electrodes.
When choosing any type of welding machine, you need to focus on the range of allowable changes in the welding current. It is this indicator that indicates its active power. A lot depends on the wide range: the choice of electrodes (the large range allows the use of large electrodes, but also small ones). It is also important how quickly the device can ignite the arc; this, to some extent, depends on the productivity of work. How to understand whether this machine will quickly strike an arc or slow down? Very simply, these parameters are specifically specified in technical specifications any welding machines in the column - no-load current. The recommended value of this parameter is 60 - 80V, if more - better, and the arc will light up instantly.
Quite rare are welding machines that use carbon dioxide, which are called semi-automatic.
They have a professional quality of metal welding, they work with rather thin metal sheets. The cost of semi-automatic machines is very impressive, so they are not common in the home welding process, but are widely used at a more responsible and large-scale level.
Whatever device the welder uses, transformer or inverter welding, he will still not be able to start the process without an integral part of the welding machine - the electrode. This means that the next stage for the successful flow of the process is the selection of electrodes according to certain requirements and depending on the materials of the metal.
What are the electrodes, and how not to make a mistake in their choice?
The electrode is similar to a thin metal stick with a protective coating. So it is in fact, the electrode is the most natural metal rod, and the formed coating is ferroalloys and minerals. In the process of melting the metal and forming the weld pool, they will protect it by creating a layer of protective gas through which air cannot enter and oxidize the weld pool.

The electrode must melt during the welding process and also melt the required place on the metal sheet. This is done by passing a significant current through the electrode itself. The electric current that hits the electrode starts to flow and gets to the place where the seam will soon form, due to the fact that the electrode will come into contact with the sheet of metal.
Electrodes differ in type:
- Cast iron, steel and steel with the addition of minerals.
- Melting with the resulting cross section.

- Non-consumable for contact welding..

The electrodes are non-standard, and come in all kinds of diameters and lengths. Depending on the tasks and complexity of welding, either small lengths are selected that reduce stress, or long ones - their main task is to increase resistance.
Not everyone knows that welders distinguish between electrodes: professional and ordinary. In semi-automatic welding, only the first ones are used. These are tungsten electrodes, plasma. The principle of operation is the same - melting, they emit a protective gas.

The coating of the electrode, as already known, protects the weld pool from the aggressive effects of air, but also helps to burn the arc more steadily. On the electrodes you can see different coverage: sour, basic, cellulose and others, little used.
The most important thing when choosing electrodes is to buy only those that will meet the welding goals. The choice of welding machines directly changes the type of electrodes. Most often, electrodes of the UONI-13 / NZh / 12x13 brand are used. They are used when working with low alloy steel and carbon sheets. R-3C is used for welding with alternating and direct current. Used for the same materials.
Do-it-yourself manual arc welding technology
All household jobs that need welding work cannot do without a manual arc welding machine. Even after many years, this device has not lost its relevance, but has become even more popular and used.
One of existing methods is a variant of welding with an electrode, together with shielding gases (argon with the addition of a small amount of oxygen). In this case, the electrodes used are infusible and often tungsten.
An important point to note is the quality of the seam. In order for the welding place to be of high quality, and not a weakened seam, you need to correctly select the electrodes for the material (they must be of the same quality as the metal). Only then, melting and mixing chemical composition electrode and metal will not differ, and degrade it. Welding by manual arc welding is required to be carried out with direct current. The exception is aluminum welding, which is best done with alternating current and reverse polarity. This is explained by the fact that aluminum has a certain layer of an oxide film, and it, in turn, has a very high melting point (more than 1000 degrees), and alternating current melts it better.
Welding with argon is more expensive than usual, and cannot boast of speed, but we can confidently say about the advantage of this type for working on a production scale. For beginner welders, it is not recommended to use this method of arc welding, since it is a little more difficult to master and manage it well. Electrodes for conventional manual welding are suitable for simple, but coated with chemical elements. They leave one end uncovered, as it will be attached to the holder.
So, the first thing you need to pay attention to when starting work with manual arc welding is the selection of current strength. Optimal choice welding current guarantees a seam good quality. Those who do not know how to choose the current strength at home do not need to be upset, but just look at the documentation for the welding machine, which should indicate how to choose.

The next step is to consider the speed of welding. The speed of movement of the electrode depends on the thickness of the material. The thicker the metal, the longer it will melt, which means that the speed will drop a little. The main indicator of the choice of speed is the filling of the weld pool with molten metal. You need to keep the electrode in one place so much that this bath is filled and rises a few millimeters above the rest of the metal layer. It is also unacceptable to move the electrode too slowly, since the weld, or rather the molten metal, will begin to spread and interfere with the further process.

Very important point in operation, it is the ignition of the welding arc. It is from its appearance that the process of metal welding begins. It can be ignited in more than one way, however, the most actively used method is the contact of the electrode and the surface of the selected sheet of metal. Touching or striking makes no difference, in any case, the arc should appear. These actions are carried out only with a new electrode. Any novice or experienced welder will do this easily and there is nothing to be afraid of. Another method of inducing a welding arc is intended for all hard-to-reach and little-controlled places. In order to cause an arc, it is necessary to touch the metal surface with an electrode, and then take it a few millimeters. The electrode must be connected at a right (vertical) angle.

How to carry out welding of seams on surfaces that are placed at an angle and overlap?
Provided that the electrode is at an angle of 45 degrees relative to the surfaces, you can be sure that the seam will be of very high quality and the result will be positive. In this case, the surfaces are best folded "L-shaped". Only in this position of the two surfaces will it be possible to weld seams with a large cross section.

Two overlapping elements are welded with a short arc, while moving the electrode back and forth to heat the entire surface. Warming up the entire surface is important, as this will affect the uniform filling of the bath with liquid metal.
Safety precautions or how to protect yourself as a welder?
by the most important element protection and safe work on the welding machine is a protective shield and gloves. These elements are simply integral during welding, and must be dressed before turning on the arc apparatus. If there is no protective mask that is worn on the head, the welder can use a similar type of shield, but it must be held with the other hand. Through the protective glass, the molten metal and the welding spot will be visible. It is worth noting that you do not need to keep the shield all the time, from turning on the welding machine until the very end. The safety glass, which includes a Plexiglas backing, should only protect the eyes during the arcing period.

In addition to gloves, the welder must wear a special protective suit that does not burn well, which means that the materials will not have the opportunity to smolder. Canvas and leather fabrics work well. When working, it cannot be guaranteed that not a drop of molten metal will fall on clothes or shoes, so all parts of the body must be protected.
In order not to violate safety regulations, it is necessary to get to work only on the equipment that was originally tested.
The last, important note to safety is the poor fixing of welded parts. It is this rule that many lovers of home welding neglect. This is in some cases very dangerous, because otherwise, a hot or melted part of the material may fall on the floor or on the foot.
In the country, in the garage or in your own house, there is always a need to perform some kind of repair. Equally important for this is the availability of appropriate technology. One of these devices is a welding inverter. With its help, any work on welding of metals, as well as their cutting, is carried out. This allows you to do without the involvement of expensive professionals if you need to perform small amounts of work, and we will consider how to properly cook with inverter welding.
Inverter welding for beginners becomes difficult if you do not get theoretical training and initial practice. Inverter-type welding equipment is quite affordable, has various classes for both beginners and amateurs, and for professional welders to perform labor-intensive processes. The inverter welding procedure itself is somewhat more complicated than working on a conventional electric welding machine, but it is quite accessible even to novice electric welders.
The principle of operation of the welding inverter
The inverter device got its name because of the principle of operation. On the body of the device there is a mains switch, indicators for the presence of supply voltage and overheating, special connectors for connecting cables, an adjusting device for smooth or stepped current switching. All models are equipped with handles for easy carrying. In addition, some copies are supplied with additional indicators of the magnitude of the welding electric current. To get acquainted with the device, as well as the execution of work, watch the corresponding video tutorials on how to perform welding with an inverter for beginners.
In the inverter apparatus, the electric current AC voltage 220 V is converted to DC, after which it is smoothed out by a special electrostatic precipitator. After that, in the block located inside the device, the direct current is converted into a high-frequency alternating current. It is reduced to the required voltage value for the possibility of obtaining an electric welding current of 120-200 A.
For such a double conversion, small-sized transformers are required, which can significantly reduce the weight of the apparatus. This technique has high efficiency(about 90%), and also significantly saves energy. For power supply, a 220 V home electrical network is used or an industrial 380 V for use in production. Professional copies operate in several modes and are designed for long-term operation without interruption.

Principles of operation of the inverter
Work on an electric welding device of this type is carried out by analogy with a conventional apparatus. Before cooking with an inverter, it is necessary to study in detail the technology of work. Metal melting occurs under the influence of a hot electric arc. It is formed between the welded metal product and the electrode. To do this, they are connected via cables to the "+" and "-" terminals on the inverter device. Learning how to use inverter-type electric welding equipment at home is not at all difficult, although how to properly weld metal with an inverter for beginners often becomes a problem.
A special regulator on the body of the device sets the required welding current. Its value depends on the value of the thickness of the welded product and its material. The current value is controlled by means of a pointer or electronic indication on the body of the electric welding fixture. The arc is ignited by bringing the electrode to the workpiece at a slight angle. Activation occurs when you touch it to a metal area.
After the appearance of the welding arc, the rod is located at a small distance from the part, approximately equal to its diameter, and the metal is welded. At the end of the process, scale, as well as slag, are removed from the surface of the seam by tapping with a hammer or other metal object. A video will help you better understand the process, where inverter welding is described in great detail.
Preparation for work (workplace, electrodes, equipment)
Before starting the electric welding process, it is necessary to properly prepare the work site and the necessary equipment. You can cook on a special metal welding table or on a small free area. Clamps and fixtures are prepared in advance to securely fix the parts to be joined.
The work area is well lit and ventilated. She is freed from foreign objects, as well as liquids that can be ignited by accidental sparks. The welder must work on a special wooden deck, which is a protective measure against possible electric shock.
The electrode should be selected according to the type of metal to be welded, as well as its thickness. The quality of electric welding depends on this correct selection and adjustment of the apparatus. Professional welders also take into account the position of the seam itself (horizontal or vertical), its depth and other parameters. For each brand of metal, its own type of electrode is produced. They differ in their composition and purpose. To weld stainless steel, cast iron or an ordinary steel product, it is necessary to choose the right type of electrodes. Existing types and types are possible.
UONI, ANO, MR, OZS with a diameter of 2 to 5 mm are used for inverter electric welding. The quality of the electrodes used is affected by the conditions of their storage and transportation. The preparatory process, as well as the welding itself for beginners, is shown in the video with an inverter as electric welding equipment.

Inverter operation
To make the basics of using inverter electric welding more understandable, it is necessary to understand the physical essence of the formation of a connecting seam. Metal products are welded using electrodes. They consist of a metal core and a special coating - coating. This composition is used to close the welding area from the ingress of oxygen.
When the electrode core comes into contact with a metal surface, an electric arc occurs. Under thermal influence, the coating begins to melt and cover the welded area. At the same time, part of it evaporates, turning into gases. The coating melted during operation is covered with liquid metal from above, which creates another protective layer from oxygen exposure. After cooling, the resulting slag at the welding site must be removed.

Arc ignition
The ignition of the electric arc begins only after putting on a special protective mask. This is required to protect the retina from possible burns. Pain symptoms appear after some time and are accompanied by burning, as well as other unpleasant sensations. If you plan to work with a welding machine, then you need to know.
Ignition is carried out by one of two methods: striking and touching. Performing striking movements on the surface, the arc is triggered.
Striking is carried out directly at the junction of the metals or close to it. After this movement, the electrode rod rises above the surface to the required distance to hold the arc. When touched, a tap is made on the metal area at the beginning of the future seam until an electric arc appears.

Electrode movement
After ignition of the welding arc, movement training is carried out. On a metal plate, a line is drawn with chalk, imitating a joint. After ignition of the arc, the metal begins to melt and a film of molten slag appears. This area is called the weld pool. It is she who begins to learn how to move a novice electric welder. For movement, the electrode rod is tilted at an angle of about 45-50°. This value is conditional and affects the width of the weld pool.
Conducting an electric welding seam is carried out in three ways:
- at a right angle;
- back angle;
- angle forward.

Right angle movement is used for electric welding in hard-to-reach places. This results in a symmetrical bath, which is not very comfortable. Back angle brewing provides the opportunity for better process observation and quality control. This method is used for bottom seams, as well as when making tacks. The use of welding with an angle forward allows you to get a good depth of the pool at the very beginning of the weld. At the same time, you can see how the arc squeezes out the metal and does not allow it to leave the bath.
A wide type of suture requires cyclic movements. The movement of the electrode rod is performed by one of several methods shown in the figure.

Please note that it is necessary to brew wide seams with a constant slope. In this case, not the tip of the rod itself is moved by the handle of the electrode holder, but the entire electrode.
Arc gap control
One of the most important factors affecting the quality of electric welding is the arc gap. With its small value (up to 2 mm), a shortened arc is obtained. It does not warm up the junction, due to which a shallow penetration is formed. At a distance of more than 3 mm, the length of the electric arc increases. It becomes unstable and does not hold the required direction of melting. In addition, the protective layer does not completely cover the melting pool and spattering of the molten metal increases.
For a novice electric welder, there is an immutable rule - the arc gap is 2-3 mm. When using inverter models with appropriate functions to facilitate the electric welding process, this distance is no longer necessary. In this case, it is only necessary to guide the electrode along the metal surface.
Rules for creating smooth seams
The quality of the welded joint is affected by the correct application of the seam. It depends on the correctness of the selected electrode, its angle of inclination, as well as the length of the arc. The optimal distance from the metal surface to the tip of the rod is 2-3 mm. With a shorter length, the seam turns out to be too convex due to small area warming up. This significantly reduces the strength of the welded joint. A large arc gap causes it to jump and not warm up the welding site enough. The resulting joint section will be unreliable, and the weld will be smeared.

Polarity and welding current setting
Connecting the electrode to the positive terminal is called direct, and to the negative - reverse. Both welding methods are used to connect metal products, however, with different thicknesses. Metals up to 3 mm are best welded reverse method, and thick - straight. However, this approach is not an immutable rule, as a result of which you can use a welder with any connection. In general, it is easy to understand exactly how to work with an inverter when familiarizing yourself with the basic rules and the essence of the welding procedure.
Physics is to move the electrodes from the negative element to the positive. At the same time, they transfer energy to the surface, increasing its temperature. This means that the part connected to the positive electric welding terminal heats up more. This process relevant when welding products of considerable thickness. This allows them to warm up well and get a high-quality seam. When working with thin metal, strong heating of metal products is not required, so they are connected to the negative contact of the inverter, and the electrode to the positive.
The value of the welding current is selected based on the thickness and type of welded products. If non-cohesive seam strips are obtained at the initially set value, it is necessary to increase the electric current value. If it is difficult to move the bath with molten metal, the current value on the device should be reduced. The settings of the electric welding process directly depend on the electrode chosen for electric welding, as well as the type of inverter device. To facilitate the selection of the current value, use the table.

Safety at work
Before starting the electric welding process, you should take care of safety. For this, protective equipment is selected, consisting of gloves on a thick non-combustible base, a welding mask, overalls that protect against sparks, and appropriate footwear. Special glasses on the mask should protect the eyes from an electric arc of various currents. Convenient option is the use of "Chameleons", which automatically adjust to the power of the arc.
Do not forget about the danger of electric shock and fire prevention measures. Familiarization with the process of working with inverter welding should begin with studying the safety instructions for performing electric welding. Cables must have intact insulation, all electrical connections and connections must be closed. Place a wooden dry stand on the floor and use the mains with protective devices. A fire extinguisher, sand and water will always help to extinguish an accidental fire that has arisen. Always remember that not only the integrity of the equipment, but also the health and life of the electric welder depends on compliance with safety measures.
Among the ingenious inventions of mankind, electric welding undoubtedly occupies one of the leading positions - the method of connecting parts by melting the electrode under the influence of an electric current is so universal and multifaceted.
The use of this method of joining metal parts and structures has long gone beyond the usual understanding of welding as a method of joining metal parts from ferrous metal.
For a long time, such types of electric welding as welding of aluminum structures, cast iron, joining parts under water, in airless space, and even experiments in the field of medicine to connect body tissues have become familiar.
And yet, the technology of electric welding has found the greatest development in construction and mechanical engineering, while the technology of arc welding in a protective environment (MMA) has received the greatest distribution.
Basic basics of welding
Mastering the first steps in the welding business, it is necessary to understand that successful training is the result of mastering both theoretical knowledge and practical skills.
Theoretical knowledge includes:
- knowledge theoretical foundations physical processes of electric arc welding;
- knowledge of the main characteristics and principle of operation of various types of welding equipment;
- knowledge of the order of organization of work, instilled safety precautions;
- knowledge of basic electrode markings, welding technology various materials and components.
Step by step welding technology can be represented something like this:
- electric current of high power from 10 to 160 and even 250 amperes forms an electric arc between the electrode and the metal surfaces to be welded;
- due to the creation of an electric arc, the temperature of the electrode rises and the coating burns, substances that burn out oxygen around them form a small volume of space protected from oxygen;
- the resulting high temperature gas melts the core of the electrode, which forms a weld pool in which the metal is in a liquid state and fills the seam between the welded parts.
Required materials/tools/protection
Turning to the practical development of welding skills, you should choose a welding machine:
- transformer welding machine- the type of welding equipment that produces alternating current was previously the most common type of welding equipment, simple, unpretentious in operation, but requires good electrical wiring and normal mains voltage;
- - a relatively new type of welding equipment, light both in terms of work and in terms of weight, can work with fairly significant voltage drops, unlike a transformer, it produces direct current, today it is the most promising type of equipment for amateur use;
- is the equipment for various kinds welding work carried out by welding wire in an inert gas environment, semi-automatic welding requires the use of an inert gas cylinder, this is very expensive equipment, however, even very thin parts can be welded with a semi-automatic welding machine.
The minimum required set of welding tools should include:
- welding hammer;
- metal brush;
- various clips and clamps;
- grinder with a set of cutting and grinding wheels.
Important! Taking into account that during the combustion of the electrode, light is emitted 55-70 times more intense than the sun, a welder's mask with a special tinted glass is an obligatory element of the welder's protection.
In addition, the welder must have:
- Special heat resistant gloves.
- Special welder's suit made of tarpaulin.
- It is also recommended to have special shoes - high-top boots or boots, while the trousers of the suit should be released over the boots or the tops of the boots. This may be an unfashionable solution, it will not allow scale to get inside the shoe during work.
- And if a welder wants to have fashionable hair on his head for a long time, then a hat or cap should become an obligatory element of clothing.
How to choose the right equipment, electrodes and gear

When choosing a welding machine to master the initial skills, a welding transformer is enough, it is reasonable to purchase a welding inverter as a higher-class equipment with an eye to permanent work.
Standard cables to the welding machine are most often 1.5 meters long, which is clearly not enough for working at heights or in small spaces, so it is recommended to purchase longer cables.
Welding machines of the latest generation, regardless of whether transformer or inverter ones, are today equipped with a forced airflow system, so when buying, it is useful to check their performance when the equipment is connected to the network.
Purchasing electrodes for primary education, it is recommended for more effective mastery of skills not to buy a pack of 5 kg, but to buy several packs of electrodes of different diameters from 2 mm to 5 mm, 1 kg each. This number of electrodes is quite enough to understand how to cook.
An important point when buying electrodes is the marking - UONI, the brand of electrodes for direct current, and it would be pointless to try to put the correct seam on the transformer apparatus. ANO-4 brand electrodes have universal qualities and can be used for welding by any machine.
When choosing a protective mask, you should be aware that modern masks with automatic protection have the greatest effect, they do not require constant holding in your hand, the filter automatically turns on when an arc appears, but unfortunately, today such masks are still very expensive for many beginners.
Old-style masks with an unchangeable light filter, and especially those that are sold as standard in a welding kit, require some refinement:
- Firstly, they do not have protective glass, this most ordinary glass is inserted from the outside of the mask and protects the light filter from sparks and scale. Over time, such glass is simply removed and replaced with a new one.
- Secondly, the light filter itself in such masks comes with a fairly high degree of protection, for a beginner this is not entirely correct, because a beginner only masters the skills of work, and does not weld for 6 hours in a row. Therefore, it is recommended to replace the filter with a more transparent one, for example, with a No. 3 light filter, which gives a much better result.
Step by step instructions for welding
Preparation for welding involves not only the preparation of materials and equipment, but also strict adherence to safety rules!
You should be aware that welding work is work with an increased risk, therefore, strict observance of the rules for the operation of electrical installations, fire safety during work must be strictly observed:
- the workplace should provide free access to the structures to be welded;
- flammable materials must be removed;
- welding work must be carried out in a dry room, while ensuring the rules of electrical safety;
- the welder must be equipped with an appropriate special suit, gloves, shoes.
Getting started:
- parts to be welded are cleaned of rust, paints, lubricants and other substances;
- welding points are carefully adjusted burrs are cleaned with a file or grinder;
- parts to be welded are pressed against each other and fixed;
- the mass wire is attached to one of their parts by the holder;
- the welding machine is connected to the network;
- the electrode is inserted into the electrode holder with the side free from coating;
- with several movements, the electrode is carried out along one of their parts, to check the presence of current and ignition of the electrode;
- the mask is taken, the electrode is brought to the place of welding, the mask is brought to the eyes and the parts are welded with several small seams of 3-5 mm each;
- after welding the seams, the correctness of the connection is checked, since during arc welding, parts and the metal itself can be displaced, as a result of which rather large gaps are formed;
- 1-2 minutes after tacking parts with a welding hammer, carefully, wearing ordinary goggles, slag and scale are beaten with light blows, the quality of the seam is checked;
- with a satisfactory result, welding is carried out continuous seam along the entire length of the parts;
- after 3-5 minutes, the seam is cleaned with a hammer and a brush for metal, the quality is checked;
- the device turns off the workplace is being cleaned.

How to make different types of seams
The skill of a welder is formed gradually, and you should not set an impossible task to learn how to cook with after 1-2 electrodes. Skill will appear when the welder learns not only to hold the electrode correctly, but also to determine the size of the seam and pool by touch.
When igniting the arc, it is necessary to draw the electrode towards the seam several times over the surface, the flux will gradually melt, and a pool will begin to form. Leading the electrode to the side along the seam, attention should be paid not to sparks, but to the formed bath, thus controlling the welding process.
When welding thick parts, you should first warm up the metal for 2-3 seconds, form a bath and only then form a seam.
Having learned to hold the arc, the next step in mastering the skill will be the ability to form a seam. Depending on the working conditions, the main skills will be welding skills:
- horizontal seam;
- vertical seam;
- ceiling seam (the welder is under the parts to be welded, all work is done at the top).
On the initial stage it is enough to master the skills of creating a simple horizontal seam. For this:
- the electrode is kept at a distance of 2–3 mm from the surface, a bath is formed;
- with a slight movement of the electrode to the side, the bath stretches along the seam;
- when moving, the tip of the electrode describes a semicircle, fusing the metal in the form of scales.
After welding, having cleaned the seam of slag, the result should be an even seam in the form of a strip of scales covering one another.
When welding vertical seams, the seam is carried out from the bottom up or from the top down, so that the electrode securely holds the bath, for this, in addition to describing the semicircle with the electrode, it must either be brought closer or removed from the surface, welding the metal to a sufficient depth.
The ceiling seam is formed in zigzag movements, but for such types of work special electrodes are used, the coating of which forms a cup with molten metal inside. Such electrodes allow you to weld parts without spreading the metal and creating a large number of sparks.

Features of pipe welding
Welding of pipes, depending on the location of the seam, is carried out as follows:
- a chamfer is formed at the ends of the pipes to be welded;
- the ends to be welded are aligned with each other;
- a seam is tacked at several points;
- with a horizontal arrangement from the lowest point, the sector is boiled to the middle of the pipe from the bottom, then from the top.
Professionals make the seam continuous by changing the position of the electrode; for a beginner, it is enough to scald the lower and then the upper part.
When welding pipes large diameter and wall thickness, more than 6 mm pipes are welded in 2 layers, the larger the diameter and wall thickness, the more layers need to be boiled, conventionally one layer is added every 6 mm of thickness.
How to weld thin metal
Conventionally, thin metal is considered to be metal up to 2 mm thick. The main problem in welding such products is the burning of the electrode. through hole. For this, electrodes of small diameter - 2 and 2.5 mm and a small current strength are used.
So, for welding metal 1 mm, an electrode of 2 mm is enough and the current strength of the welding inverter is 30-35 amperes. In addition, for welding thin sheet metal and a thicker base, various overlays are used from a thicker sheet metal, by welding which a thin sheet is also welded.

When welding parts, it must be taken into account that there is a danger of thermal deformation of the metal, especially when the parts to be welded do not fit tightly to each other, in this case it is recommended to first grab the structure in several places, and then make the final welding.
When planning welding work, it is necessary to dry the electrodes at high temperature, the wet coating does not allow the formation of a normal seam, it crumbles, disintegrates, and forms a large amount of slag.
After the seam has cooled, it is necessary to check for the presence of shells. They must be cleaned of slag and boiled again.
Today, the most popular type of joining parts into a monolithic product is welding. There are many types of it, since welding is used in many industries, starting from household and ending with the creation of complex technical structures. It is not difficult to learn the art of welding, the main thing is to understand the basic concepts, to distinguish and “fill” your hand on the conduct of the electrode (torch), to create a beautiful, durable and high-quality seam.
Before we move on to technology, how to properly lay a weld, let's analyze a few concepts:
- a welded joint is a fastening of two parts by welding;
- welding seam - this is a section of a welded joint, which was formed due to the molecular connection of the molten edges of two metal parts, as a result of further crystallization of the metal;
- weld metal is an alloy that is formed as a result of thermal action on the base metal (part);
- the fusion zone is the line between the weld metal and the base metal (product);
- A heat-affected zone is an area that has succumbed to heat, but has not melted, but only changed its properties due to heating.
- welding is a process during which metal is melted with the help of special equipment that connects elements by melting their edges;
- electric arc is a discharge that occurs between the workpiece and the electrode;
- an electrode is a special metal rod with various chemical coatings, which is a conductor of electric current.
In different industries, different types of welding are used, which differ in the method of exposure, the use of different materials and work technologies to create simple and multi-pass welds. For example, the main melting element is an electrode that excites and holds the arc on the workpiece. The heat source is a burner, from which, under strong pressure, an even, uninterrupted flame comes out, formed as a result of the combustion of a mixture of oxygen and acetylene.
3.At this stage, welding seams are created (see electrode guidance techniques in more detail).
4. The final stage. When the track is already ready, it is necessary not to forget to knock off the slag from the roller (during arc welding). The joints created and welded do not slag, that is, there is no debris from them.
Electrode guidance technique is the key to a beautiful weld
To create a perfect seam, it is not enough to run the electrode in a straight line along the gap between the parts. There are several methods for creating connections. All of them are based on the smooth movement of the electrode along a certain path, resulting in a flat track.
To create a beautiful welding seam, the torch or need to be slightly rotated with respect to the part by 60 degrees. The easiest way is the zigzag. In this case, the conductor is led from the right fusion zone to the left slightly diagonally. You should return in a mirror image and as a result it will turn out as if the master conditionally draws a zigzag. This connection can be used for different types alloys and metals.
If the gap between the blanks is more than 5 millimeters, then it is better to use the herringbone technique. In this case, more movements are made, which allow you to fuse more material for bonding. It is recommended to start from the right side and lead the conductor in a flat horizontal line to the left, then at an angle of 45 degrees you need to go back down to the middle of the seam and lay the line up at the same angle, stretching it above the one with which you started. Thus, a conditional Christmas tree will be obtained, created from many triangles. In this case, the main thing is not to increase the distance between the electrode and the workpiece, so as not to lose the arc (in electric arc welding). 
Beautiful connections are obtained using the "loop" technique. It can be used for thin metal when working or. Here the seams should be applied with smooth rounded movements, resembling a continuous chain of eyelets.
In the picture you can see what other methods are used to apply welds.
Masters who easily create paths of any complexity and in any position share some tips with novice welders who do not understand why they do not get this or that connection:
- it is important to keep the same gap width along the entire seam, then it will be of high quality and reliable;
- the distance between the workpiece and the electrode must not be violated, since the connection is deformed if the arc is lost;
- the electrode or burner must be kept at an inclination of 60-75 degrees with respect to the seam, so the metal quickly crystallizes without streaks;
- when working on a vertical surface, it is better to cook from the bottom up, so it will be possible to avoid the spreading of the metal formed during welding.
Electric welding is a technology for combining the structure of metals by heating and melting with an electric arc. It has become widespread in various sectors of the national economy, including the private sector.
In fact, this method can be used to weld any metals together, taking into account the temperature of the electric arc (7000-8000 degrees). But before turning to this technology, you will have to learn how to weld a vertical seam by electric welding, and deal with the technique of obtaining a horizontal seam.
The technology of metal welding is closely related to the concept of a weld. This is formed in the process of solidification of the metal melted by electric arc welding.
Depending on the place of welding, the seam can be located horizontally or vertically. In addition, the spatial arrangement of the seam can be bottom, side, top.
Types of welds: 1 - horizontal in the lower plane; 2 - horizontal in the upper plane (ceiling); 3 - horizontal in the lateral plane; 4 - vertical in the lateral plane
The simplest and easiest to perform is the laying of welds in the plane of the lower horizon. Under such conditions, the molten metal is fairly easy to control.

A simple weld placed in the lower horizontal plane. This is the lightest type of seam that is encountered in the practice of welding technology.
The remaining options for the location of the seams in space (side and top) are recognized as technologically difficult to perform, requiring the study of welding techniques, the development of relevant experience.
Image gallery
Holding the electrode strictly at a right angle (90º), the welder ensures the execution of work in hard-to-reach places. Finally, the "corner back" technique allows you to perform high-quality welding work at corner joints.
By installing the electrode "forward angle", they usually work with thin-walled metals. In this position of the electrode, a wide seam of shallow depth is obtained. On thick-walled metals, on the contrary, they try to use the “back angle” technique, ensuring that the metal is heated to a sufficient depth.
Current parameters and electrode movement
The value of the current strength and the speed of movement of the electrode are significant factors that affect the quality of the seam. Welding with high currents is accompanied by heating the metal to a great depth, which allows you to increase the speed of movement of the electrode. Under the condition of an optimal ratio of current and speed of movement of the electrode, an even high-quality seam is obtained.
Correspondence table for current, electrode, metal thickness
When moving the electrode at a certain speed, the magnitude of the arc power should be taken into account. Excessively fast electrode feed at low power will not be able to provide sufficient heating temperature.
As a result, it will not be possible to weld the metal to the desired depth. The seam simply "lies" on the surface, barely "grabbing" the borders of the edges.

Burnt metal at the point of unacceptably slow advance of the electrode. A common defect in the welding of thin-walled metals with an arc of increased power
On the contrary, under conditions of excessively slow advance of the electrode, an overheating atmosphere will be created, which threatens to deform the metal on the welding line. If the metal elements have a fine structure, a powerful arc will simply burn through the metal.
You can successfully practice in the field of a novice welder and hone your skills in making seams with, the basis of the body of which is metal pipe. We recommend that you read useful information.
Instruction for a beginner welder
Welding work may only be carried out if the appropriate equipment is used.
Standard kit contains:
- Jacket, trousers, gloves, shoes made of fireproof durable strong materials.
- A headdress that completely covers the back of the head.
- Special protective mask for face and eyes.
For welding, a serviceable apparatus should be used, the electrical part of which is closed with a reliable case. Included in the device electrical cables must be fully insulated and conform electrical characteristics device.
The place of the welder must be equipped with a work table, light sources, a ground bus, protective equipment against electric shock and fire fighting equipment.
And even before starting work, it is necessary to scrupulously study, consider and study the methods and options for making connections.
Conclusions and useful video on the topic
We offer you to watch a video welding workshop: how horizontal and vertical seams are welded:
It is not necessary to be a professional welder, but it is desirable to be proficient in welding techniques. Thanks to the existing welding skills, a person has more opportunities to implement various household projects.
If you wish, you can always study the technology, and practical experience will help you master the technique of work at a high level.
Do you want to talk about own experience in making welds? Do you know the subtleties of the process that are not given in the article? Please write your comments in the box below.
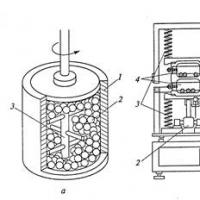 Basic technologies for obtaining nanomaterials
Basic technologies for obtaining nanomaterials How to tell the time in English?
How to tell the time in English? Introduction to Multivariate Statistical Analysis
Introduction to Multivariate Statistical Analysis Presentation of the analytical report of the history teacher
Presentation of the analytical report of the history teacher Presentation on the topic "atherosclerosis"
Presentation on the topic "atherosclerosis" History of number systems
History of number systems Apple in mythology and Russian folklore
Apple in mythology and Russian folklore